") 解決方案 | FPC激光切割機(jī) 回流焊設(shè)備的9大傳感器核心應(yīng)用
解決方案 | FPC激光切割機(jī) 回流焊設(shè)備的9大傳感器核心應(yīng)用
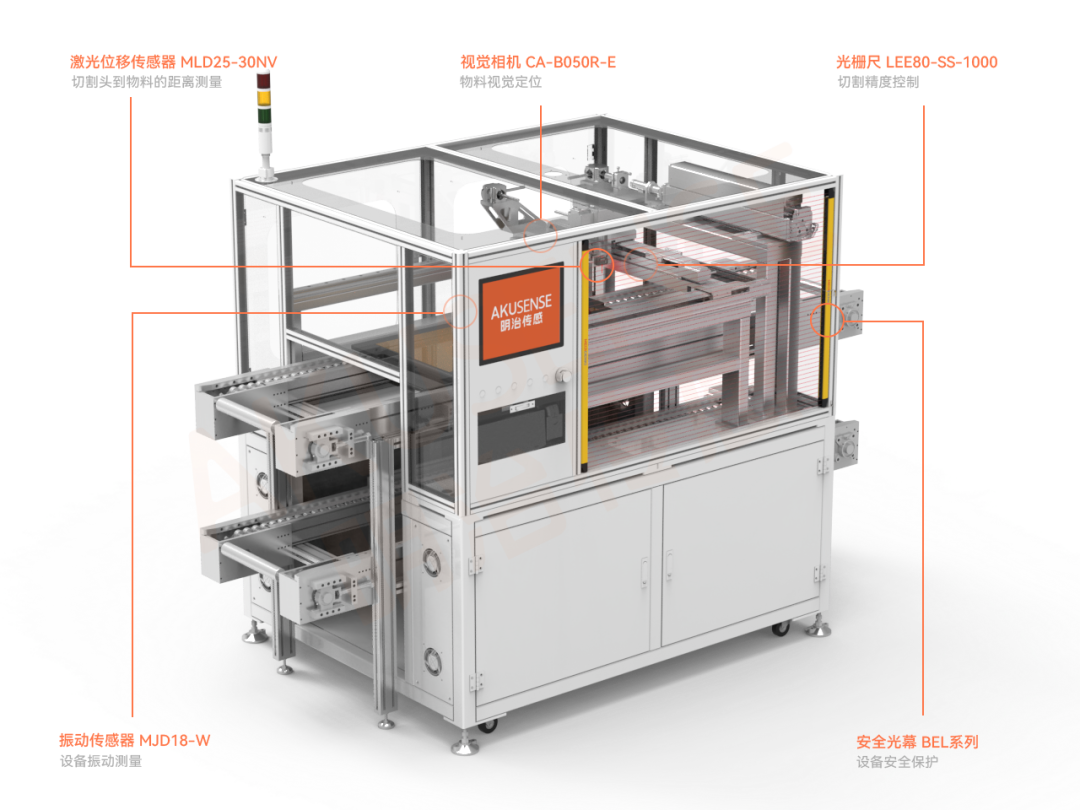
在3C電子產(chǎn)品日益輕薄化、高密度化的趨勢(shì)下,FPC激光切割機(jī)和回流焊設(shè)備的加工精度與穩(wěn)定性成為行業(yè)核心挑戰(zhàn);傳感器技術(shù)通過實(shí)時(shí)監(jiān)測(cè)、非接觸測(cè)量與智能化反饋,為設(shè)備賦予了“感知神經(jīng)”。
從光柵尺的微米級(jí)切割控制,到耐高溫光纖在回流焊中的穩(wěn)定檢測(cè),從視覺定位的亞像素級(jí)精度到安全光幕的毫秒級(jí)響應(yīng),九大傳感器協(xié)同構(gòu)建了覆蓋“加工-檢測(cè)-防護(hù)”的全流程閉環(huán)。
↓
FPC激光切割機(jī) Laser cutting
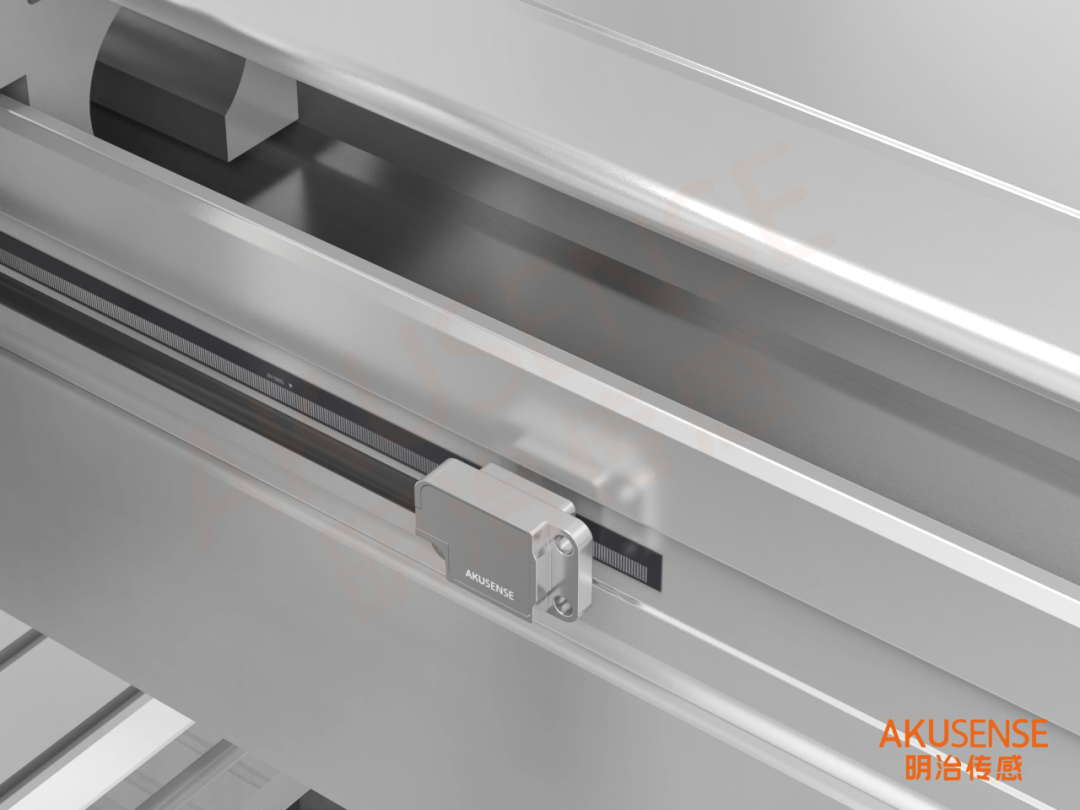
切割精度控制
光柵尺 LEE80-SS-1000
應(yīng)用場(chǎng)景:
需要精確定位切割和工作臺(tái),確保切割精度
解決方案:
1、選用明治增量式光柵尺LEE80系列
2、擁有卓越的耐用性和出色的抗腐蝕能力
3、激光工作產(chǎn)生熱量,而光柵尺的低膨脹系數(shù),可以確保測(cè)量數(shù)值穩(wěn)定。
4、出色的測(cè)量精度,精度可達(dá)15um/M
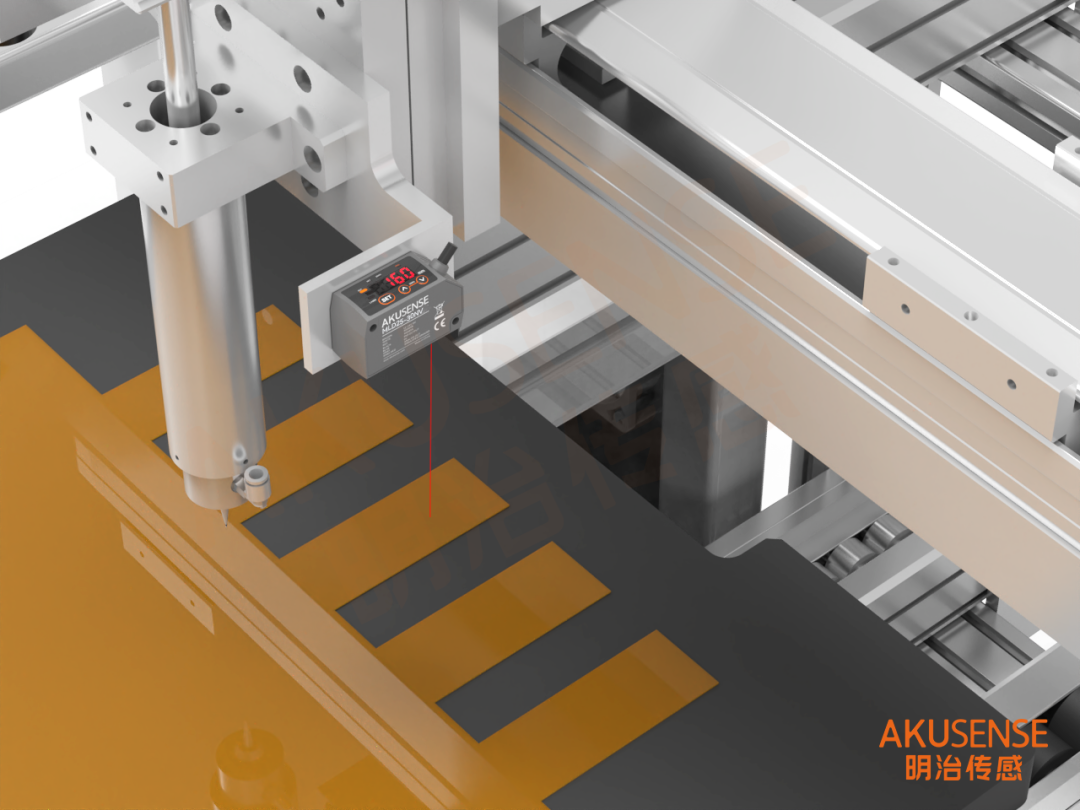
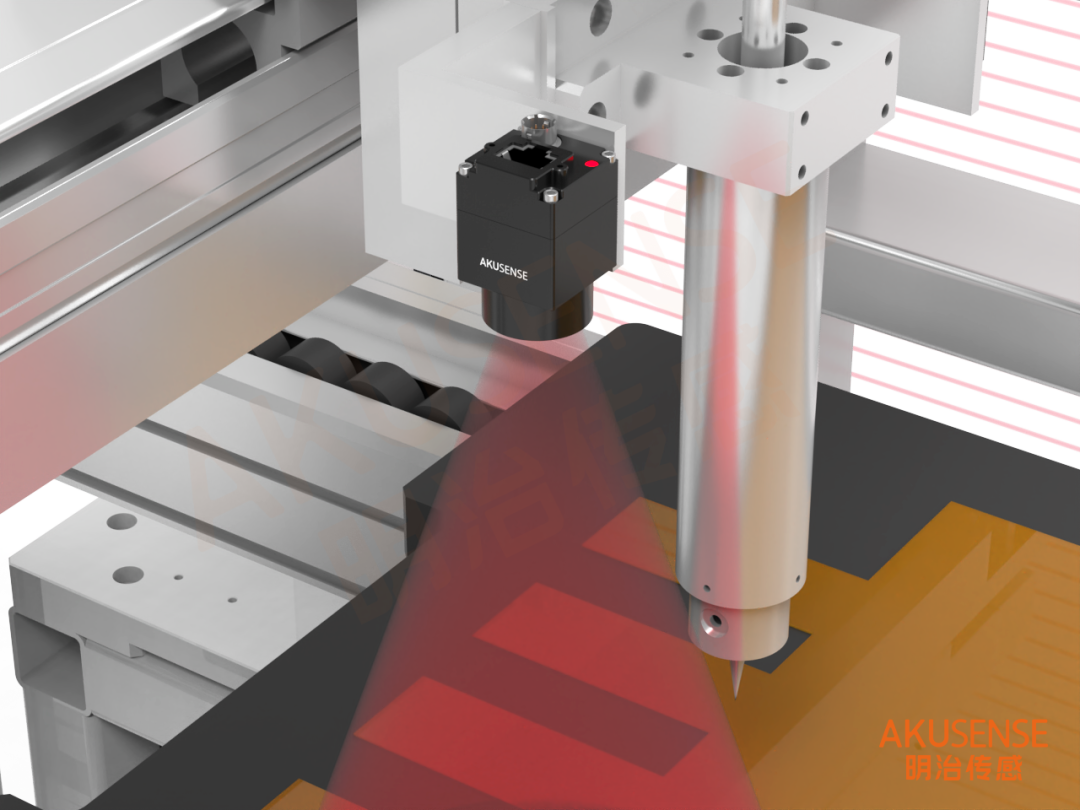
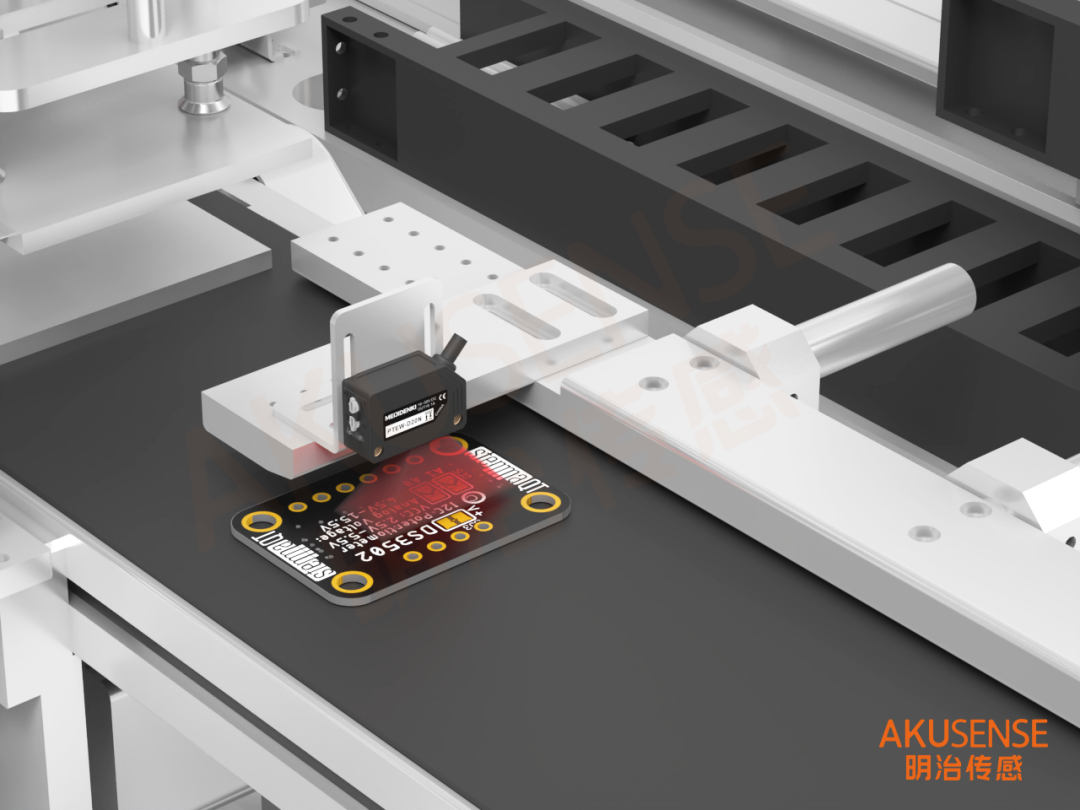
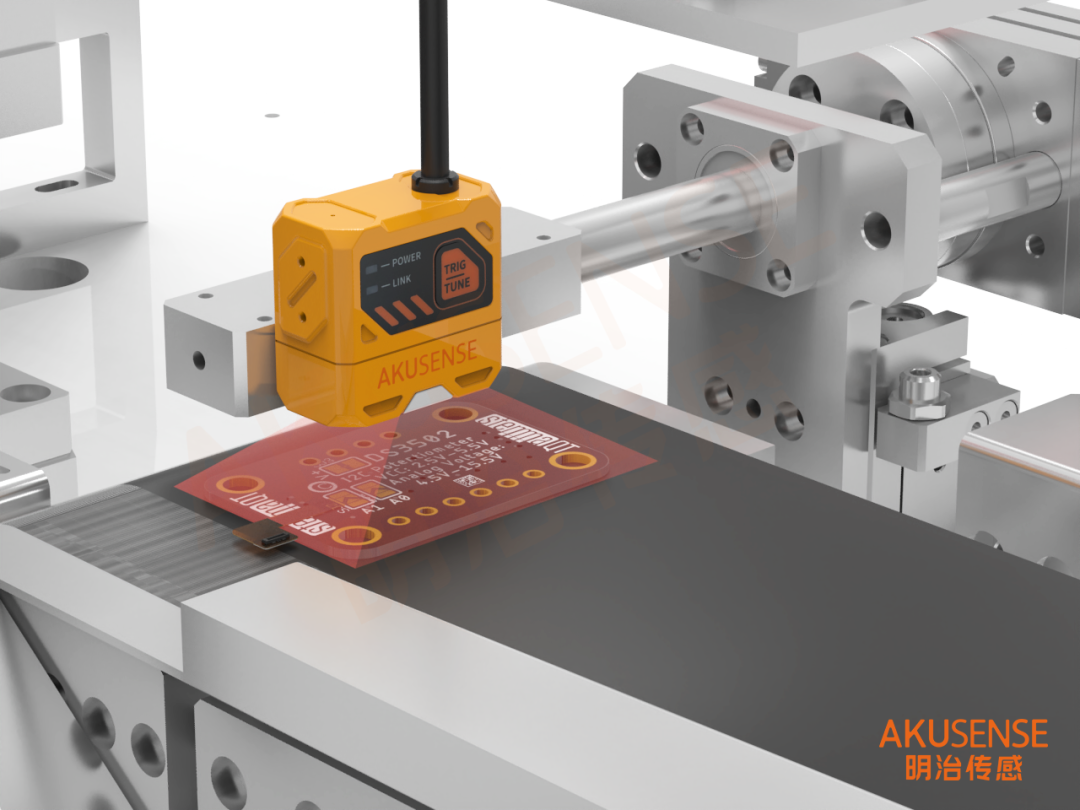
切割頭到物料的距離測(cè)量
激光位移傳感器 MLD25-30NV
應(yīng)用場(chǎng)景:
需要傳感器在此測(cè)量切割頭和材料表面的距離,以確保它們保持最佳焦距
解決方案:
1、選用明治激光位移傳感器MLD25系列,通過非接觸式三角測(cè)量原理,實(shí)時(shí)檢測(cè)切割頭與柔性材料表面間距,檢測(cè)精度高,線性度±0.1%
2、響應(yīng)時(shí)間最高可達(dá)1.5ms,工件位置移動(dòng)也能穩(wěn)定測(cè)量
3、集成化輸出方式(開關(guān)量、模擬量、RS485)
設(shè)備振動(dòng)測(cè)量
振動(dòng)傳感器 MJD18-W
應(yīng)用場(chǎng)景:
檢測(cè)設(shè)備振動(dòng),以防止影響切割精度或損壞設(shè)備;
在FPC精密切割設(shè)備中,振動(dòng)監(jiān)測(cè)是保障加工質(zhì)量的關(guān)鍵環(huán)節(jié)。通過在運(yùn)動(dòng)軸、刀頭支架等關(guān)鍵節(jié)點(diǎn)部署三軸MEMS振動(dòng)傳感器,實(shí)時(shí)采集μm級(jí)微振動(dòng)數(shù)據(jù),經(jīng)FFT算法分析頻率特征。當(dāng)振動(dòng)幅值超過預(yù)設(shè)閾值(如主軸振動(dòng)>5μm或刀頭諧振>2kHz)時(shí),系統(tǒng)立即觸發(fā)動(dòng)態(tài)補(bǔ)償機(jī)制:PLC控制器調(diào)整伺服參數(shù)抑制共振,同時(shí)氣動(dòng)裝置微調(diào)夾持壓力穩(wěn)定材料。
解決方案:
1、選用明治振動(dòng)傳感器MJD18系列,采用MEMS技術(shù),可同時(shí)對(duì)X、Y、Z三個(gè)方向進(jìn)行測(cè)量
2、傳感器體積小,安裝方便
3、測(cè)量精度高,分辨率15.62mg@±2g
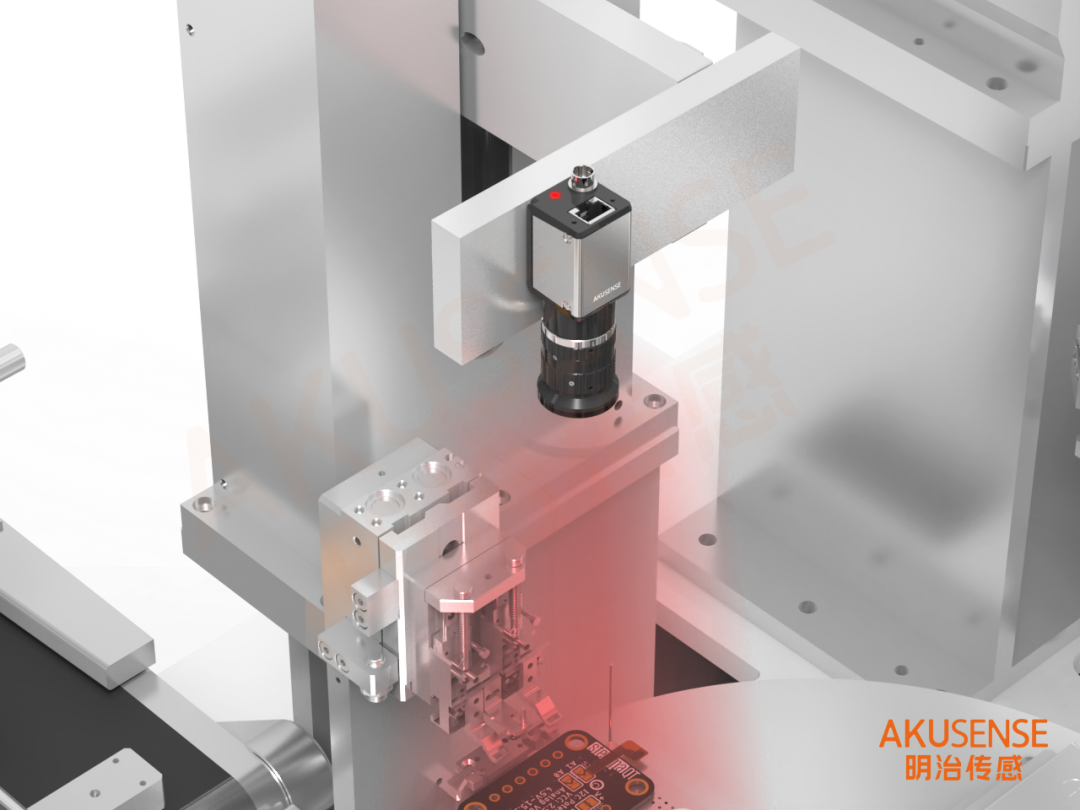
物料視覺定位
視覺相機(jī) CA-B050R-E
應(yīng)用場(chǎng)景:
自動(dòng)識(shí)別材料位置和形狀,實(shí)現(xiàn)高精度切割;
每一類板材的形狀不一樣,需要視覺系統(tǒng)能夠有效對(duì)形狀進(jìn)行識(shí)別,提高切割效率
解決方案:
1、方案搭載高分辨率工業(yè)相機(jī)與結(jié)構(gòu)光光源,實(shí)時(shí)捕捉柔性材料表面特征,結(jié)合邊緣檢測(cè)與模板匹配算法,精準(zhǔn)識(shí)別Mark點(diǎn)坐標(biāo)及輪廓畸變。
2、通過EtherCAT總線將位置數(shù)據(jù)反饋至運(yùn)動(dòng)控制器,驅(qū)動(dòng)切割頭動(dòng)態(tài)補(bǔ)償偏移量,確保在0.01mm精度內(nèi)完成異形輪廓切割。
3、該方案支持多材料混切場(chǎng)景,可自適應(yīng)處理卷曲、褶皺等變形問題,提升良品率至99.8%以上。
FPC回流焊設(shè)備
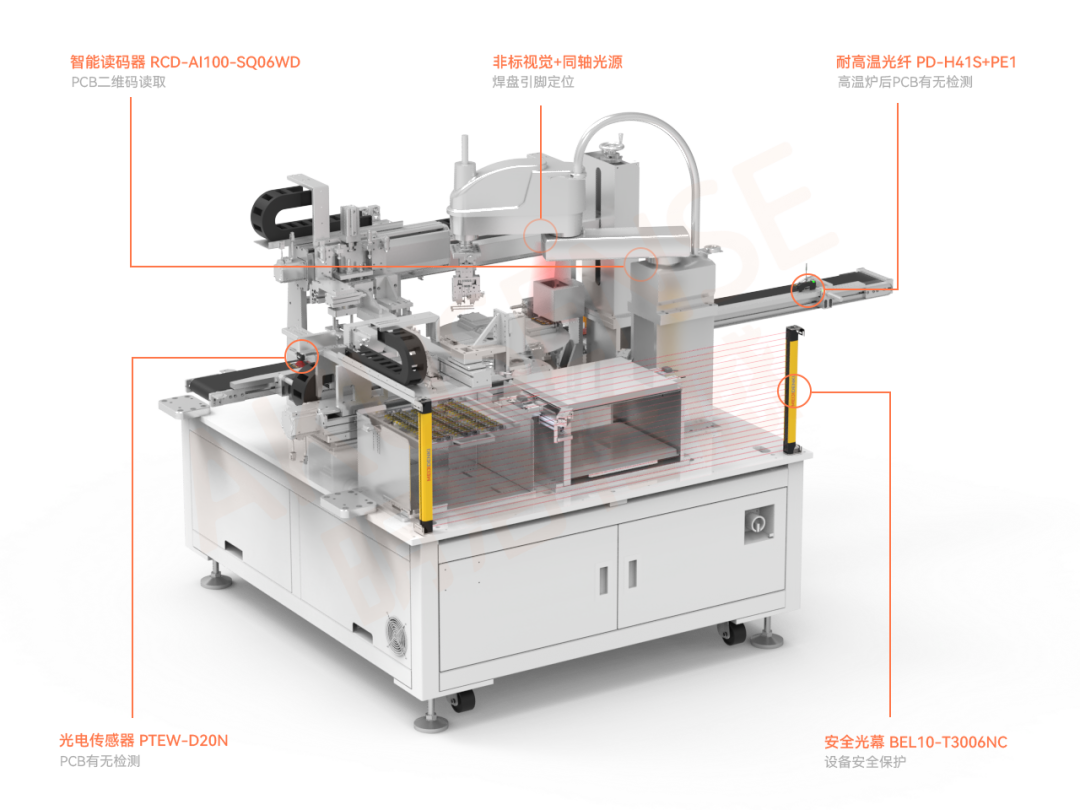
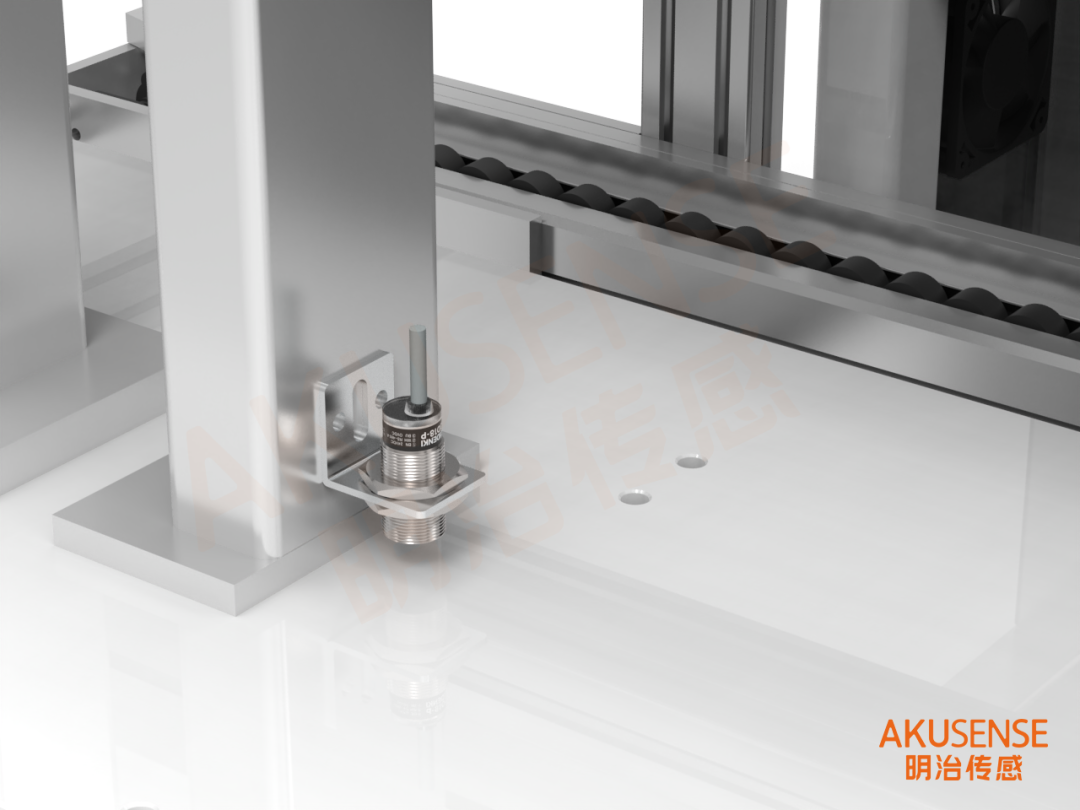
電路板有無檢測(cè)
光電傳感器 PTEW-D20N
應(yīng)用場(chǎng)景:
需要傳感器檢測(cè)傳送帶上電路板的有無,檢測(cè)距離要求在100-200mm左右
解決方案:
選用明治大方形光斑光電傳感器PTEW-D20N,20cm處光斑13*13cm;檢測(cè)面大,就算遇到有鏤空的大孔洞物料也能正常檢測(cè)
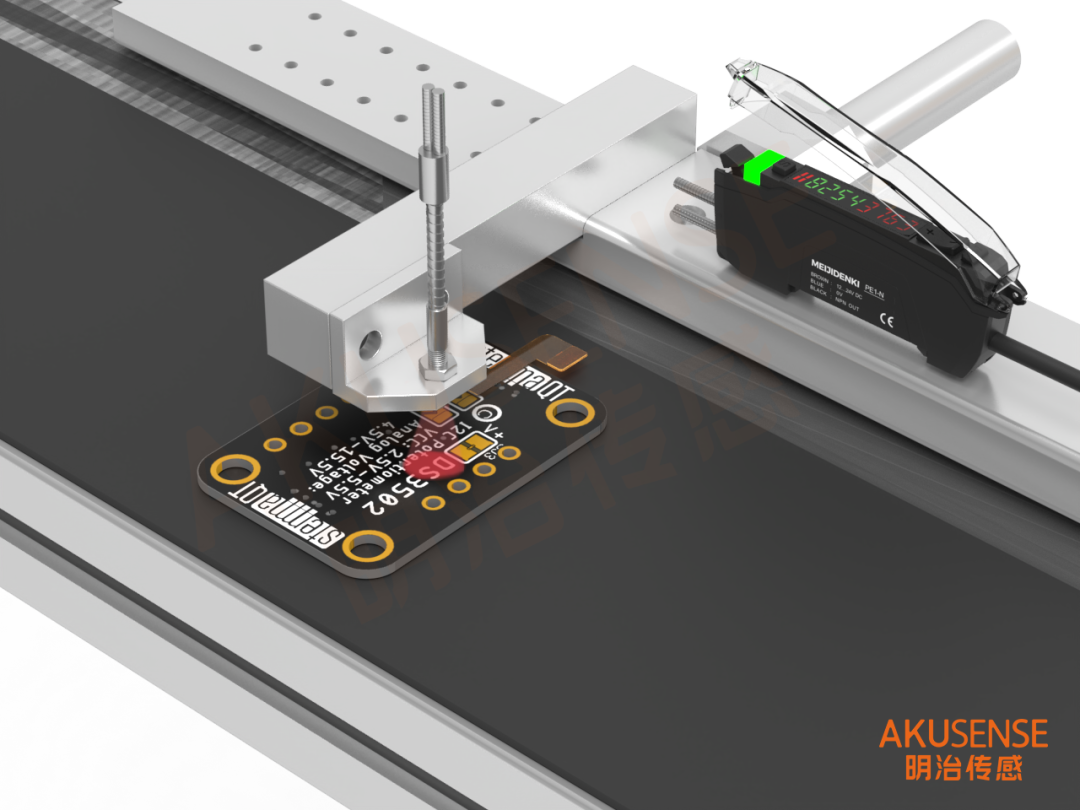
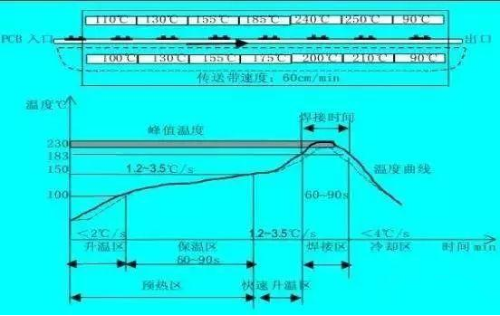
高溫爐后FPC有無檢測(cè)
耐高溫光纖 PD-H41S+PE1
應(yīng)用場(chǎng)景:
需要檢測(cè)高溫爐出來后的FPC有無,要求傳感器溫度不能低于300°,檢測(cè)距離在20-30mm,光斑要求大,確保中間不出現(xiàn)輸出信號(hào)中斷。
解決方案:
1、選用明治耐高溫光纖頭PD-H41S,能耐350°以下的高溫
2、搭配光纖放大器PE1,擁有1-5個(gè)調(diào)節(jié)檔位可以滿足多種需求
FPC二維碼讀取
智能讀碼器 RCD-AI100-SQ06WD
應(yīng)用場(chǎng)景:
需要檢測(cè)焊接后板上二維碼并做記錄,碼的大小不一;形態(tài)不一,而且有可能會(huì)出現(xiàn)位置偏差的情況,視野如果不夠有可能會(huì)檢測(cè)不到。
解決方案:
1、選用智能讀碼器RCD-AI100-S系列
2、液態(tài)變焦鏡頭,最大讀取速度60個(gè)/S;可以設(shè)置一個(gè)二維碼或者一維碼只讀取一次記錄防止多次讀取造成誤記錄影響品質(zhì)判定
焊盤引腳定位
非標(biāo)視覺+同軸光源
應(yīng)用場(chǎng)景:
需要檢查到板上需要焊接的位置后續(xù)引導(dǎo)焊接槍到該位置進(jìn)行焊接;FPC(柔性電路板)上的焊接位置小且密集
要求精度比較高;而且輸出正確的定位信息和位置信息給到機(jī)械手或者PLC,要求檢測(cè)穩(wěn)定不能出現(xiàn)定位偏差過大問題。
解決方案:
通過圖像預(yù)處理增強(qiáng)焊盤邊緣對(duì)比度,采用亞像素級(jí)Canny算法精確檢測(cè)焊點(diǎn)輪廓,結(jié)合PCB基準(zhǔn)Mark點(diǎn)建立全局坐標(biāo)系。
定位數(shù)據(jù)經(jīng)Kalman濾波后,通過EtherCAT總線實(shí)時(shí)傳輸至六軸機(jī)械手控制系統(tǒng),補(bǔ)償焊接槍TCP點(diǎn)偏移量。設(shè)備集成自診斷功能,當(dāng)光照波動(dòng)或反射率突變導(dǎo)致置信度下降時(shí),自動(dòng)觸發(fā)重新拍照流程,確保定位誤差≤±0.02mm。
點(diǎn)擊圖片獲取更多產(chǎn)品資料
設(shè)備防護(hù)門開關(guān)控制
區(qū)域安全防護(hù) BEL10-T3006NC
在設(shè)備切割等風(fēng)險(xiǎn)區(qū)域,需要防止有物體/人員進(jìn)入工作區(qū)域構(gòu)成機(jī)械傷害風(fēng)險(xiǎn)
解決方案:
1、選用明治安全光幕BEL10系列,在設(shè)備運(yùn)行區(qū)域形成安全防護(hù)區(qū)域,當(dāng)人員靠近時(shí)觸發(fā)急停,保障操作安全
2、光軸間距10mm,響應(yīng)靈敏,手指業(yè)能觸發(fā)傳感器動(dòng)作,避免了人員操作誤進(jìn)機(jī)械手區(qū)域造成機(jī)械傷害
點(diǎn)擊圖片獲取更多產(chǎn)品資料
傳感器技術(shù)的革新,正在為3C行業(yè)精密制造注入前所未有的“感知力”與“控制力”。我們不難發(fā)現(xiàn),無論是微米級(jí)的動(dòng)態(tài)補(bǔ)償、高溫爐后的穩(wěn)定檢測(cè),還是基于AI視覺的智能定位,傳感器已從單一功能元件進(jìn)化為支撐智能制造落地的核心系統(tǒng)。
這些技術(shù)的協(xié)同不僅提升了設(shè)備效率與產(chǎn)品良率,更推動(dòng)了3C行業(yè)向高自動(dòng)化、高可靠性、高追溯性的方向邁進(jìn)。
未來,隨著工業(yè)4.0與人工智能的深度融合,傳感器將突破更多邊界——更小的體積、更強(qiáng)的環(huán)境適應(yīng)性、更智能的決策能力,或?qū)⒊蔀橄乱淮圃煸O(shè)備的標(biāo)配。期待本文的分享能為工程師們提供技術(shù)參考,也歡迎大家聯(lián)系我們,共同探討傳感器在精密制造中的無限可能~
-
傳感器
+關(guān)注
關(guān)注
2564文章
52700瀏覽量
764562 -
回流焊
+關(guān)注
關(guān)注
14文章
500瀏覽量
17429 -
激光切割機(jī)
+關(guān)注
關(guān)注
0文章
167瀏覽量
3609
發(fā)布評(píng)論請(qǐng)先 登錄
回流焊問題導(dǎo)致SMT產(chǎn)線直通率下降,使用我司回流焊后改善的案例
回流焊技術(shù):賦能電子制造的卓越解決方案
氮?dú)?b class='flag-5'>回流焊 vs 普通回流焊:如何選擇更適合你的SMT貼片加工焊接工藝?

迅鐳激光GI系列高功率激光切割機(jī)交付德國客戶
回流焊流程詳解 回流焊常見故障及解決方法
回流焊時(shí)光學(xué)檢測(cè)方法
回流焊與波峰焊的區(qū)別
激光切割機(jī)Z軸伺服報(bào)警怎么解決
偏移校正方法:激光修邊、e-TrimTM和切割機(jī)應(yīng)用簡報(bào)

大族激光全球首臺(tái)150kW超高功率激光切割機(jī)交付
激光錫焊與回流焊接對(duì)焊點(diǎn)影響的對(duì)比分析
從電路板到薄膜材料:皮秒激光切割機(jī)在電子行業(yè)的全面應(yīng)用

CAN轉(zhuǎn)Profinet網(wǎng)關(guān)模塊連接激光切割機(jī)的配置方法

如何實(shí)現(xiàn)高精度PCB切割?— 在線式激光切割機(jī)解決方案






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論