") 基于PLC和MENTORⅡ?qū)崿F(xiàn)全數(shù)字智能鉗型吊電氣控制系統(tǒng)設(shè)計
基于PLC和MENTORⅡ?qū)崿F(xiàn)全數(shù)字智能鉗型吊電氣控制系統(tǒng)設(shè)計
現(xiàn)在國內(nèi)一些大型鋼廠使用鉗型吊在均熱爐上方吊裝冷熱鋼坯,溫度高、金屬粉塵多、負載重、震動大,因而對電控設(shè)備的要求高。我國現(xiàn)有的鉗型吊一般采用的是直流滑道串電阻調(diào)速,雖控制電路比較簡單,但是切換電阻由于高度頻繁的切換使開關(guān)故障率高,能耗大,且速度調(diào)節(jié)非平滑,運行不穩(wěn)定。上世紀90年代諸多廠家曾采用直接可控硅控制對鉗型吊進行過技術(shù)改造,但均因為現(xiàn)場環(huán)境惡劣而達不到理想的效果。在對鉗型吊的設(shè)備進行了深入的研究的基礎(chǔ)上,我們對鉗型吊的的電氣設(shè)備進行了全數(shù)字智能控制改造試驗,運行到目前為止達到了預(yù)期的目的。該技術(shù)對鉗型吊的全部改造是切實可行的,通過對全國各大鋼鐵企業(yè)的調(diào)查,該技術(shù)在全國是首創(chuàng),處于國內(nèi)領(lǐng)先水平。
一、鉗型吊全數(shù)字改造方案
1、總體規(guī)劃
舞陽鋼鐵公司軋鋼廠鉗型吊原為6KV/170V通過固定整流成220V直流,引上滑道,再送往鉗型吊控制柜。各機構(gòu)通過串接電阻分段調(diào)速,電機正反向及各段速度通過司機室的主令控制器驅(qū)動各段主接觸器及中繼來實現(xiàn)。該方法接觸器多,電阻多,且接觸器頻繁操作故障率高,能耗大,已經(jīng)嚴重影響生產(chǎn)。全數(shù)字改造的整體思想是:在鉗型吊上直接安裝直流調(diào)速裝置,所有邏輯控制由PLC完成。具體總規(guī)劃如下:
(1)、將整流變壓器更換為6KV/380V整流變壓器,容量通過計算采用1000KVA,與原相同用兩臺一用一備。
(2)、滑道由原來的兩條增加一條為三條,通過控制柜內(nèi)的總開關(guān)將三相380V電源送到控制柜母排。
(3)、取消原所有的接觸器,調(diào)速電阻,制動電阻。通過調(diào)節(jié)全數(shù)字直流調(diào)速裝置輸出電壓調(diào)速。
(4)、司機室的各機構(gòu)的主令控制器開關(guān)信號全部直接送入PLC,再由PLC綜合編程通過PLC輸出點直接控制直流裝置。
(5)、主鉤設(shè)置緊急提升功能。當(dāng)主鉤控制器故障或主電源斷電時,由司機室啟動緊急提升開關(guān),緊急提升裝置將主鉤提起,緊急提升裝置由輔助滑電道供電。
(6)、裝在司機室的主令開關(guān),各種功能開關(guān)保留原狀,將大車事故行走改為主鉤緊急提升。其余開關(guān)全部進PLC。
2、數(shù)字直流調(diào)速裝置的選型
由于鉗型吊在均熱爐上方吊裝冷熱鋼坯,溫度高、金屬粉塵大、負載重、震動大。因而對電控設(shè)備的要求高,我們選用了英國Control Techniques (簡稱CT)公司的Mentor II全數(shù)字直流調(diào)速裝置,它采用微處理器核心,操作指令及運行參數(shù)可由面板或串型口輸入,設(shè)定及修改,并受三級保密字保護,所有模擬輸入及大多數(shù)數(shù)字量輸入用戶可自編程。串行口采用RS485,易于多機聯(lián)網(wǎng),與上位機及其它設(shè)備形成自動化網(wǎng)絡(luò),還提供各種選件加強系統(tǒng)功能,如帶自動弱磁的磁場控制模塊,用于恒功率應(yīng)用時的弱磁控制,有BASIC語言編程的單片機處理模塊及智能多文字用戶接口等,結(jié)構(gòu)緊湊,可靠性高。
這里選用的是英國Control Techniques公司的全數(shù)字式直流電機驅(qū)動器M550R,輸出電流范圍25A~1850A。其分單象和四象限兩種配置。單向驅(qū)動器僅能實現(xiàn)正向運行,四象限驅(qū)動器是完全可逆的。這兩種配置的驅(qū)動器均能對電機的速度和轉(zhuǎn)矩進行全面控制,四象限驅(qū)動器可對正反向運行進行全面控制。它的基本工作原理還是控制電樞的端電壓從而控制送入電機的電流,從而達到調(diào)速的目的。
3、PLC的選型
PLC在性能上比繼電控制邏輯優(yōu)異,PLC可靠性高,抗干擾能力強,在硬件和軟件兩個方面還采用可屏蔽、濾波、隔離、故障診斷和自動恢復(fù)等措施,其平均無故障時間達到(3~5) ×104 h 以上;PLC編程直觀、簡單,采用了一種面向控制過程的梯形圖語言;PLC適應(yīng)性好,它是通過程序?qū)崿F(xiàn)控制的。
在本設(shè)計方案中,采用三菱微型可編程控制器—FX2N-128MR。
二、控制方法
由于鉗型吊的工作部件比較復(fù)雜,包括主鉤、副鉤、大車、小車、夾鉗回轉(zhuǎn)及開閉等,對這些電機都要求有4級速度變換和正反向切換。現(xiàn)在以主鉤系統(tǒng)為例,說明實現(xiàn)上述要求的控制方法。
圖1是直流調(diào)速裝置Mentor II的速度給定選擇圖,圖1中,01.17 為速度給定1; 01.18 為速度給定2; 01.19 為速度給定3;01.20為 速度給定4(4個給定速度在Mentor II菜單上設(shè)定);01.12為正反向選擇。
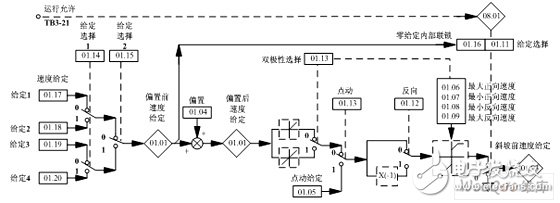
圖1:Mentor II的速度給定選擇圖
我們用PLC的輸出控制,如圖2所示
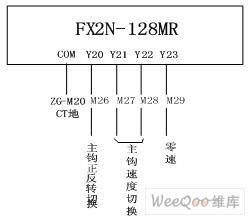
圖2:PLC的輸出控制
在圖2中, Y20為正反向切換,Y21、Y22為速度切換,其速度表如表1:
表1 主鉤速度表
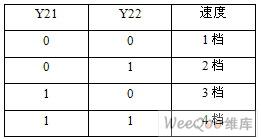
圖2中的M26、M27、M28分別對應(yīng)直流調(diào)速裝置Mentor II的TB3-26、TB3-27、TB3-28接線端,而TB3-26、TB3-27、TB3-28分別對應(yīng)數(shù)字量輸入端 08.16;08.17;08.18,我們只要令08.16=01.12;08.17=01.14;08.18=01.15,就可以實現(xiàn)用PLC的輸出來控制電機的正反向和速度切換。
另外,當(dāng)主鉤控制器故障或主電源斷電時,由司機室啟動緊急提升開關(guān),緊急提升裝置將主鉤提起,緊急提升裝置由輔助滑電道供電。
三、變壓器的選擇
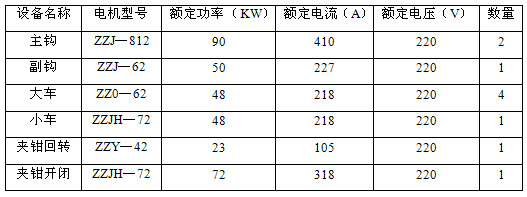
表2 舞陽鋼鐵公司軋鋼廠鉗型吊所用到的動力設(shè)備

一臺鉗型吊電機總?cè)萘縋e為565KW,由供電手冊查得軋鋼廠吊車需要系數(shù)為Kx=0.35, =0.5; =1.73,最大有功計算負荷P30為197.8kW,由此可得最大視在計算負荷S30為395.6kV﹒A,按2.5倍過載考慮我們選用1000kV﹒A的變壓器兩臺,一備一用。變壓器為整流變壓器6KV/380V。兩個高壓開關(guān)不變,變壓器安裝在原變壓器位置。
結(jié)論:
經(jīng)過近一年的設(shè)備運行,到目前為止達到了預(yù)期的目的。本系統(tǒng)為數(shù)字系統(tǒng);硬件結(jié)構(gòu)簡單;性能穩(wěn)定;抗高溫、抗粉塵、抗震動;平滑調(diào)節(jié)運行穩(wěn)定;基于該技術(shù)所研制的設(shè)備正在申請國家專利。
-
電源
+關(guān)注
關(guān)注
185文章
17894瀏覽量
252398 -
變壓器
+關(guān)注
關(guān)注
159文章
7570瀏覽量
136735 -
控制系統(tǒng)
+關(guān)注
關(guān)注
41文章
6681瀏覽量
111035
發(fā)布評論請先 登錄
相關(guān)推薦
電氣控制與plc
鍋爐車間輸煤機組PLC電氣控制系統(tǒng)設(shè)計
基于PLC和MENTORⅡ的智能鉗型吊電氣控制系統(tǒng)
卷煙機PLC電氣控制系統(tǒng)設(shè)計
PLC和MENTORⅡ設(shè)計的智能鉗型吊電氣控制系統(tǒng)
采用軟PLC的銑刨機電氣控制系統(tǒng)設(shè)計
造紙機電氣控制系統(tǒng)方案






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論