 電子發燒友App
電子發燒友App


1.FANUC6系統的特點及功能
FANUC6系統(簡稱6系統)是具備一般功能和部分高級功能的中級型CNC系統。其特點主要有:
(1)可靠性高。
(2)適用于高精度、高效率加工。
(3)容易編程。
(4)容易維護保養,現場調試方便。
(5)操作性好,使用安全。
6系統(包括6M,6T)的控制功能有:
(1)6M的控制軸是X,Y,Z三軸,6T是X和Z兩軸,6M還可以增加選用功能控制第四軸。
(2)聯動軸數:6M可以進行三軸中的兩軸聯動,6T能進行X和Z兩軸聯動,6M增加選用功能后可以進行X,Y,Z三軸聯動,能進行直線、圓弧、螺旋線等插補。
(3)輔助功能為2位數(M2),主軸功能為2位數或4位數,刀具功能為2位數或4位數。
2.FANUC6系統的硬件
6系統使用高速微處理器8086作為CPU,主時鐘頻率為5MHz,其硬件結構如圖3-59所示。系統中有28K RAM,用來存儲中間結果和數據。全部零件加工程序和系統的工作參數存放在磁泡存儲器中,磁泡存儲器最多可存儲320m長的控制帶。磁泡存儲器和RAM之間的數據交換采用DMA方式,6系統使用一塊專用集成電路MB14231作為DMA控制器。為了提高系統的可靠性,28K RAM讀寫時要進行奇偶檢驗,相應地有一套奇偶檢驗電路。系統有208K EPROM,用來存放控制軟件。6系統使用了非屏蔽中斷和8級可屏蔽中斷,8級可屏蔽中斷用中斷控制器8259進行管理。8259對多級中斷進行優先級排隊,并產生中斷矢量。6系統使用了一個定時器8253。8253有3個通道,分別產生2ms的時鐘、8ms的時鐘和利用RS-232C口進行串行通信的時鐘,因為CNC系統有許多操作,須要讀取指定單元的某一位或者修改指定單元的某一位時,不致影響該單元的其他位,這類位操作如果用程序實現的話,要占用CPU較多的時間,而且速度也比較慢,為了提高位操作的速度,法拉克公司開發了專用的位操作芯片MB14233。
3.FANUC6系統的控制軟件
與大多數CNC系統的工作流程相同,6系統也經歷輸入零件程序、譯碼、數據處理、進給速度控制、插補運算、伺服輸出等工作階段。為了提高刀具運動的線速度,節省CPU的時間,6系統也采用粗插補與精插補結合的方法,粗插補由軟件完成,周期為8ms,硬件完成精插補。
和7系統相類似,6系統也是一個大的多重中斷系統,共有10級中斷優先級,其中0級為最低優先級,9級為最高優先級,除了2級、3級為軟件中斷外,其余為硬件中斷。各級的功能如表3-8所示。由表3-8可見,0級為初始化程序,此時還沒有開中斷,還沒有中斷時鐘產生,當0級結束時進入1級,同時開中斷。1級是主程序,只要沒有其他中斷優先級的請求,就總是執行1級程序,即總是執行CRT顯示和ROM校驗。中斷優先級示意圖如圖3-61所示。其中,1級為主程序, 級為中斷服務程序。

FANUC6總體結構圖
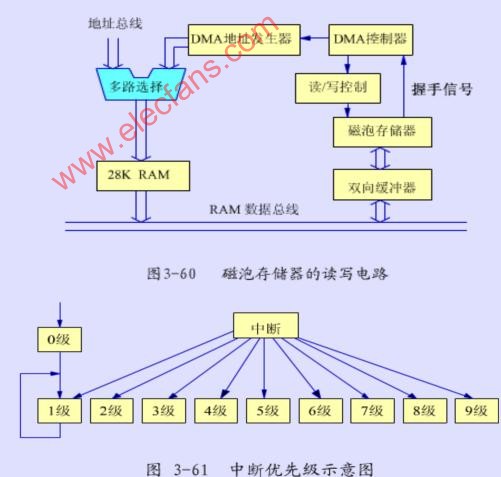
表3-8????? 中斷優先級功能表
優先級
?主?? 要?? 功?? 能
?中 斷 源
?
0
?初始化
?開機后進入
?
1
?CRT顯示,ROM校驗,圖形顯示
?主程序
?2 ?數控程序段譯碼,刀具補償計算及進給速度控制16ms
3 數控鍵盤輸入,輸入輸出信號處理 16ms
4 磁泡存儲器傳送數據結束處理 硬件
5 插補運算 8ms?
6 定時中斷,為2,3級中斷定時 2ms
7?RS-232C串行通信管理 硬件
8 紙帶閱讀(并行輸入 ?硬件
9 串行I/O傳送報警處理 硬件
下面對各優先級中斷服務程序分別作以介紹。
(1)0級程序——初始化程序。初始化程序的作用是為整個系統的正常工作做準備。
(2)1級程序。1級程序是主程序,當沒有優先級中斷時,程序始終在1級運行。
(3)2級中斷服務程序。2級中斷服務程序的主要工作是為插補準備好數據和狀態,
(4)3級中斷服務程序。對數控操作命令進行處理,包括選擇CNC工作方式、選擇顯示形式等。
(5)4級中斷服務程序。當磁泡寄存器與RAM緩沖器之間通過DMA方式傳送給數據結束時,調用該子程序作結束處理。
(6)5級中斷服務程序。5級中斷主要工作是完成插補運算。
(7)6級中斷服務程序。6級中斷為硬件定時中斷,每2ms產生一次中斷請求。該級的主要工作是產生2級、3級的16ms軟中斷定時。
(8)7級中斷服務程序。
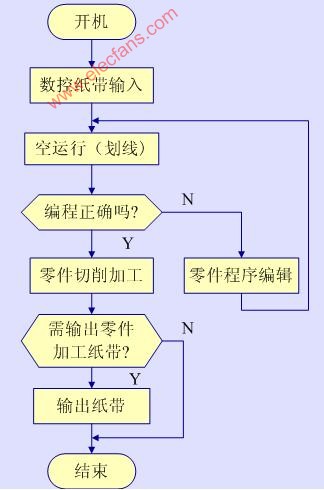
(9)8級中斷服務程序。該程序的主要工作是將零件程序由帶卷盤的紙帶閱讀機送入到字符緩沖器中,如圖3-64所示。













 工商網監
工商網監
評論