 電子發燒友App
電子發燒友App


鋰離子電池制造工序決議鋰離子電池的質量與一致性,其控制關鍵如下:
1.溶液制造:b)?溶液的拌和時間、拌和頻率和次數(及溶液外表溫度);d)?負極:SBR+CMC溶液,拌和時間和頻率。a)?稱量和混合時監控混合份額、數量是否正確;c)?烘烤:烘烤溫度、時間的設置;烘烤完成后冷卻后查驗溫度。e)?過篩:過100目(或150目)分子篩。
對漿料、混料進行以下查驗:固含量、粘度、混料細度、振實密度、漿料密度。
1.集流體的首檢:
b)?集流體規范(實踐)重量的供認;
2.敷料量(規范值、上、下限值)的核算:
b)?雙面敷料量(以最靠近此規范的極片厚度供認雙面的極片厚度。)
4.極片效果:
b)?外觀:有無劃線、斷帶、結料(滾輪或極片不和)是否積料過厚,是否有未干透或烤焦,有無露銅或異物顆粒;
(三)制片(前段):
a)?供認類型和該類型正、負極片的規范厚度;c)?極片的強度查驗;a)?刀口規范、大片極片的規范(長寬)、外觀供認;c)?分出的小片有無毛刺、起皺、或裁斜、掉料(正)。a)?稱量有無錯分;
4.烘烤:
b)?放N2、抽真空的時間性效果(目測儀表)及時間間隔。
1.鋁帶、鎳帶的長度、寬度、厚度的供認;
3.膠紙有必要按工藝要求的公差長度張貼;
(五)蓋帽
2.清洗聯接片:檢查聯接片是否清洗潔凈;4.組裝蓋帽:檢查各種配件是否與當日類型相符,裝置是否到位;6.全檢:對前工序員工自檢查看的效果進行復核,防止不良品流入下一工序;8.點蓋帽:檢查有無漏點、虛點、點穿;10.套套管:檢查規范、套管方位;
(六)卷繞
2.總存極片的標識情況;4.絕緣墊片的放置;6.定蓋工位:偏移度。
(七)焊接
2.焊接鋁殼的調試、焊接時檢查的查驗;4.打膠。
(八)注液
2.手套箱內的濕度和室內濕度;4.烘烤前電池在烤箱放置留心事項;6.電池注液前后的封口。
1.分容、化成參數的設置;3.監督出產部新員工的操作;5.各種試驗電池是否顯著標識差異;7.爆破后該點的校正;9.封口時哪些類型要倒轉來揉捏11.封口后上否及時清洗;13.聯接電腦的柜子爆破后電壓的查詢,該點電壓電流曲線的情況匯的;
(十)包裝
2.對天宇這個客戶要控制規范的下限;4.檢出的不良品是否用赤色周轉盒子裝,是否顯著標識;6.噴碼內容是否正確,噴碼方向和方位是否正確;8.檢測儀器是否在有效期內,防止失準儀器在線上運用(針對全部工位)。
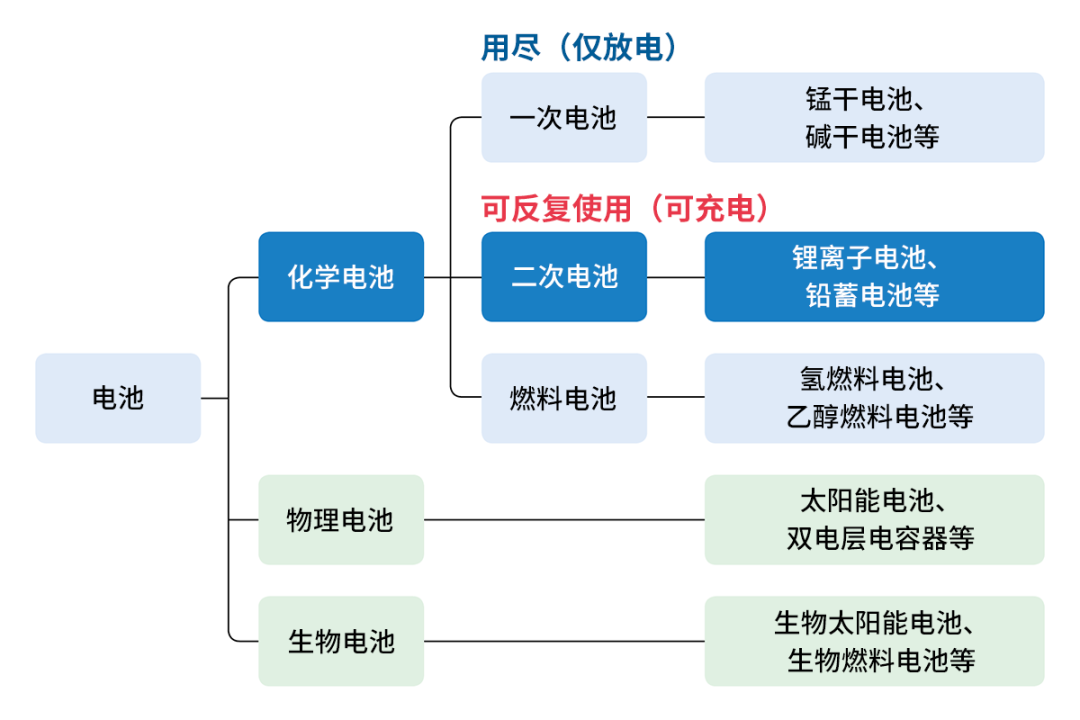
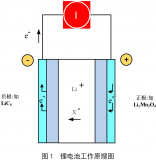
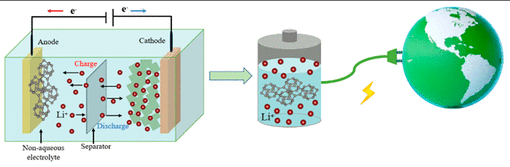
一.?組成化學電源的兩個電極上進行的氧化康復進程,有必要分別在兩個分隔的區域進行,這一點差異于一般的氧化康復反應。為了滿足以上的條件,任何一種化學電源均由以下四部分組成:1) 組成電池的電動勢高;3) 重量比容量和體積比容量大;5) 具有高的電子導電性;
2、 電解質電池的首要組成之一,在電池內部擔負著傳遞正負極之間電荷的效果,所以勢一些具有高離子導電性的物質。對電解質的要求是:
2) 比電導高,溶液的歐姆壓降小,使電池的放電特性得以改進。關于固體電解質,則要求它只具有離子導電性,而不具有電子導電性。
fqj




























 工商網監
工商網監
評論