") 影響激光焊錫機(jī)點(diǎn)焊質(zhì)量的因素有哪些
影響激光焊錫機(jī)點(diǎn)焊質(zhì)量的因素有哪些

自1960年由科學(xué)家發(fā)明的第一個(gè)激光束開(kāi)始,人們就已經(jīng)將激光加工作為科學(xué)生產(chǎn)力。近年來(lái),由于激光加工技術(shù)具有可柔性加工和利于提高生產(chǎn)效率的特點(diǎn),在工業(yè)領(lǐng)域的應(yīng)用成熟且廣泛。激光焊接是利用高能量密度的激光束作為熱源的一種高效精密焊接方法,與激光切割、激光打標(biāo)共同構(gòu)成激光加工技術(shù)的“三駕馬車”。
但與激光切割和激光打標(biāo)相比,激光錫焊的發(fā)展時(shí)間相對(duì)較短,工藝難度也更大。其中,影響激光焊錫機(jī)點(diǎn)焊質(zhì)量的問(wèn)題,成為當(dāng)下客戶在選購(gòu)激光錫焊設(shè)備時(shí)比較關(guān)注的問(wèn)題。紫宸激光認(rèn)為主要因素有焊接電流和通電時(shí)間、電極壓力及分流等。
1.焊接電流和通電時(shí)間。根據(jù)焊接電流大小和通電時(shí)間長(zhǎng)短,點(diǎn)焊可分為硬規(guī)范和軟規(guī)范兩種。在較短時(shí)間內(nèi)通以大電流的規(guī)范稱為硬規(guī)范,它具有生產(chǎn)率高、電極壽命長(zhǎng)、焊件變形小等優(yōu)點(diǎn),適合焊接導(dǎo)熱性能較好的金屬。在較長(zhǎng)時(shí)間內(nèi)通以較小電流的規(guī)范稱為軟規(guī)范,其生產(chǎn)率較低,適合焊接有淬硬傾向的金屬。
2.電極壓力,點(diǎn)焊時(shí),通過(guò)電極施加在焊件上的壓力稱為電極壓力。電極壓力應(yīng)選擇適當(dāng),壓力大時(shí),可消除熔核凝固時(shí)可能產(chǎn)生的縮松、縮孔,但接制i電阻和電流密度減小,導(dǎo)致焊件加熱不足,焊點(diǎn)熔核直徑減小,焊點(diǎn)強(qiáng)度下降。
電極壓力的大小可根據(jù)下列因素選定:
(1)焊件的材質(zhì)。材料的高溫強(qiáng)度越高.所需的電極壓力越大。因此焊接不銹鋼和耐熱鋼時(shí),應(yīng)選用比焊接低碳鋼大的電極壓力。
(2)焊接參數(shù)。焊接規(guī)范越硬,電極壓力越大。
3.分流,點(diǎn)焊時(shí),從焊接主回路以外流過(guò)的電流稱為分流。分流使流經(jīng)焊接區(qū)的電流減小,致使加熱不足,造成焊點(diǎn)強(qiáng)度顯著下降,影響焊接質(zhì)量。
影響分流程度的因素主要有下列幾方面:
(1)焊件厚度和焊點(diǎn)間距。隨著焊點(diǎn)間距的增加,分流電阻增大,分流程度減小。當(dāng)采用30~50毫米的常規(guī)點(diǎn)距時(shí),分流電流占總電流的25%~40%,并且隨著焊件厚度的減小,分流程度也隨之減小。
(2)焊件表面狀況。當(dāng)焊件表面存在氧化物或臟物時(shí),兩焊件間的接觸電阻增大,通過(guò)焊接區(qū)的電流減小即分流程度增大,可對(duì)工件進(jìn)行酸洗、噴砂或打磨處理。
審核編輯 黃昊宇
-
點(diǎn)焊
+關(guān)注
關(guān)注
1文章
71瀏覽量
14239
發(fā)布評(píng)論請(qǐng)先 登錄
影響激光焊錫膏較佳狀態(tài)的因素

大研智造:高精度焊接必看!FPC激光點(diǎn)焊標(biāo)準(zhǔn)、優(yōu)勢(shì)及設(shè)備革新指南
如何調(diào)試激光焊錫機(jī)的工藝參數(shù)以實(shí)現(xiàn)自動(dòng)化呢?
如何選擇合適自己的激光焊錫機(jī)?大研智造權(quán)威選購(gòu)指南——從工廠規(guī)模到工藝需求,全面解析激光焊錫機(jī)選
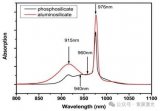
激光焊錫波長(zhǎng)怎么選擇
影響激光跟蹤儀的精度因素有哪些?

激光焊錫機(jī)市場(chǎng):未來(lái)增長(zhǎng)的璀璨新星,大研智造的領(lǐng)航征程
激光焊錫和激光焊接的原理區(qū)別

超越傳統(tǒng)焊接:大研智造激光焊錫機(jī)在電纜組裝件制造中的應(yīng)用
大研智造激光焊錫機(jī):電子制造業(yè)的微型焊接技術(shù)革新

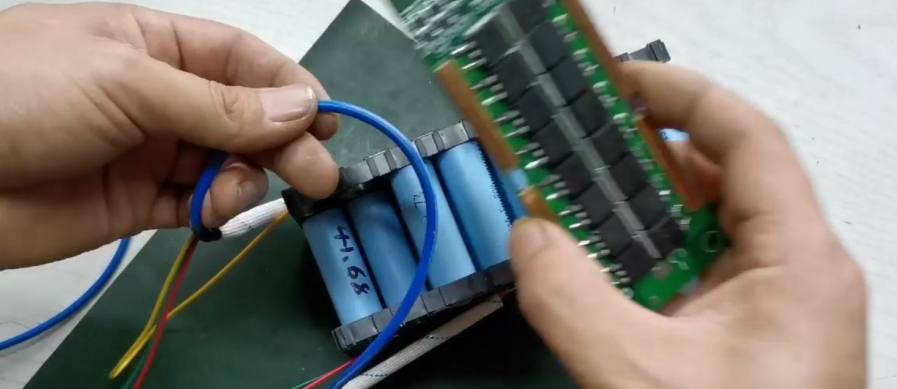
激光焊錫機(jī)技術(shù):鋰電池保護(hù)板精密焊接的創(chuàng)新解決方案
SMT加工中常見(jiàn)的錫膏印刷質(zhì)量因素有哪些?
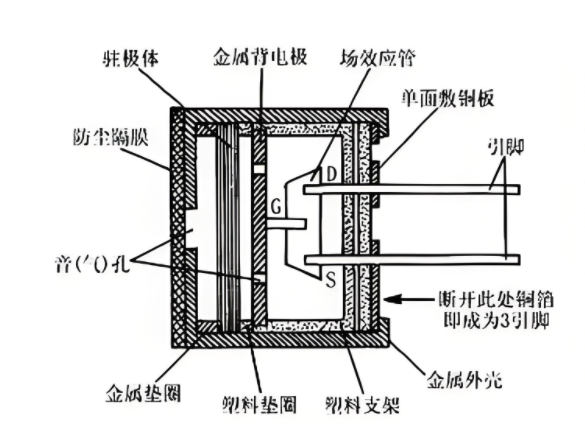
激光焊錫機(jī):麥克風(fēng)(咪頭)制造的精密焊接工藝
影響激光焊錫膏的最佳工作溫度和時(shí)間的因素?





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論