 淺切多道切割工藝對晶圓 TTV 厚度均勻性的提升機制與參數優化
淺切多道切割工藝對晶圓 TTV 厚度均勻性的提升機制與參數優化

一、引言
在半導體制造領域,晶圓總厚度變化(TTV)是衡量晶圓質量的關鍵指標之一,直接影響芯片制造的良品率與性能。傳統切割工藝在加工過程中,易因單次切割深度過大引發應力集中、振動等問題,導致晶圓 TTV 厚度均勻性欠佳。淺切多道切割工藝作為一種創新加工方式,為提升晶圓 TTV 厚度均勻性提供了新方向,深入探究其提升機制與參數優化方法具有重要的現實意義。
二、淺切多道切割工藝對晶圓 TTV 厚度均勻性的提升機制
2.1 降低切削應力
淺切多道切割工藝通過減小單次切削深度,使切削力分散到多次切割過程中。相比傳統大深度單次切割,每次切削產生的應力大幅降低,避免了應力集中現象。較小的切削應力能減少晶圓因受力不均產生的變形,從而有效控制晶圓不同部位的厚度差異,提升 TTV 厚度均勻性 。
2.2 抑制振動影響
單次切削深度小,刀具與晶圓接觸時產生的振動幅值較低。并且,多道切割過程中,后序切割可對前序切割產生的微小振動誤差進行修正。穩定的切割過程減少了因振動導致的切割深度波動,保障了晶圓厚度的一致性,進一步改善 TTV 厚度均勻性 。
2.3 優化材料去除方式
該工藝采用分層漸進的材料去除模式,更精準地控制晶圓表面材料的去除量。每一道切割都可根據晶圓當前狀態進行調整,使晶圓表面材料去除更均勻,從而實現對 TTV 厚度均勻性的有效提升 。
三、淺切多道切割工藝參數優化
3.1 切削深度與道次優化
通過實驗與仿真相結合的方法,確定合適的單次切削深度與總切割道次。一般來說,在保證加工效率的前提下,適當減小單次切削深度、增加切割道次,有助于提升 TTV 厚度均勻性,但需避免因道次過多導致加工效率過低 。可建立以 TTV 厚度均勻性為目標函數,以切削深度和道次為變量的數學模型,利用優化算法求解最佳參數組合。
3.2 進給速度與切割速度優化
合理調整進給速度與切割速度,二者需相互匹配。較低的進給速度配合合適的切割速度,可使切削過程更平穩,減少切削力波動。通過正交試驗設計,研究不同進給速度與切割速度組合下的 TTV 厚度均勻性表現,篩選出最優參數區間 。
3.3 刀具參數優化
選擇合適的刀具材料與幾何參數。高硬度、耐磨性好的刀具材料能保證切割過程的穩定性;優化刀具的前角、后角等幾何參數,可降低切削力,減少對晶圓的損傷。依據晶圓材料特性與工藝要求,對刀具參數進行針對性優化,輔助提升 TTV 厚度均勻性 。
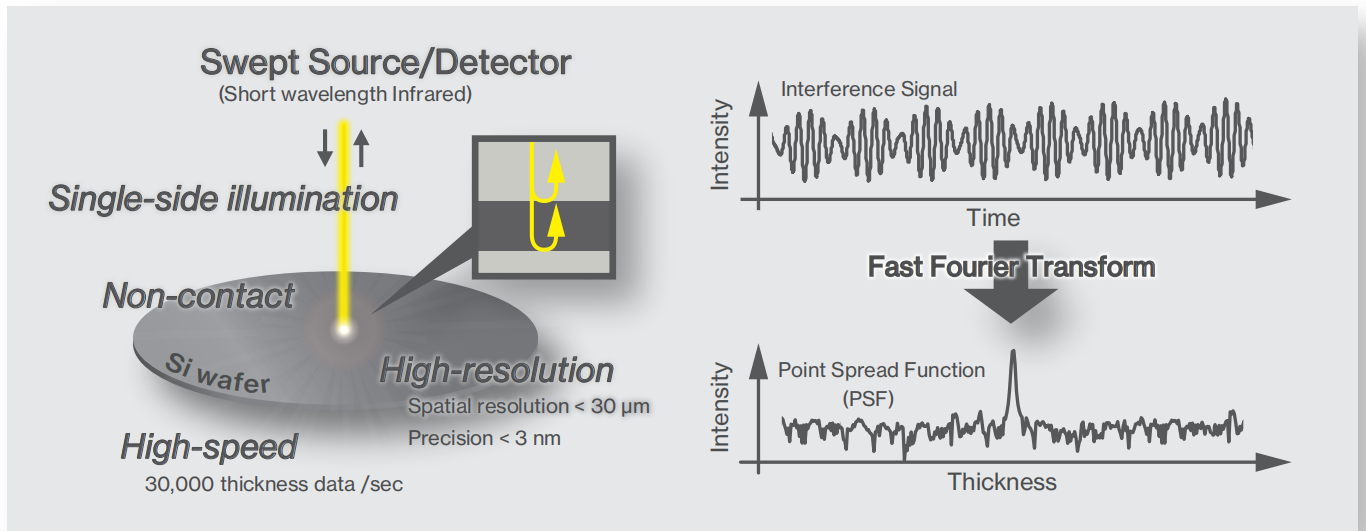
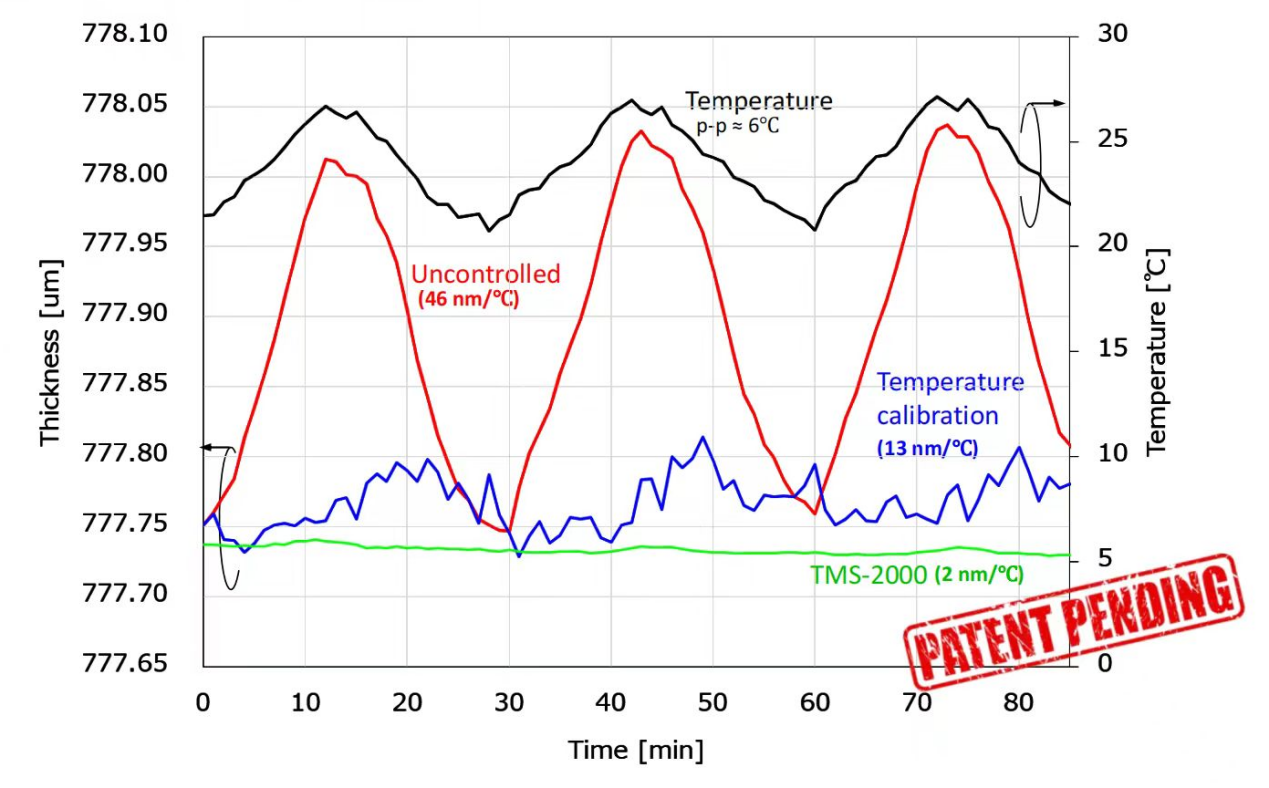
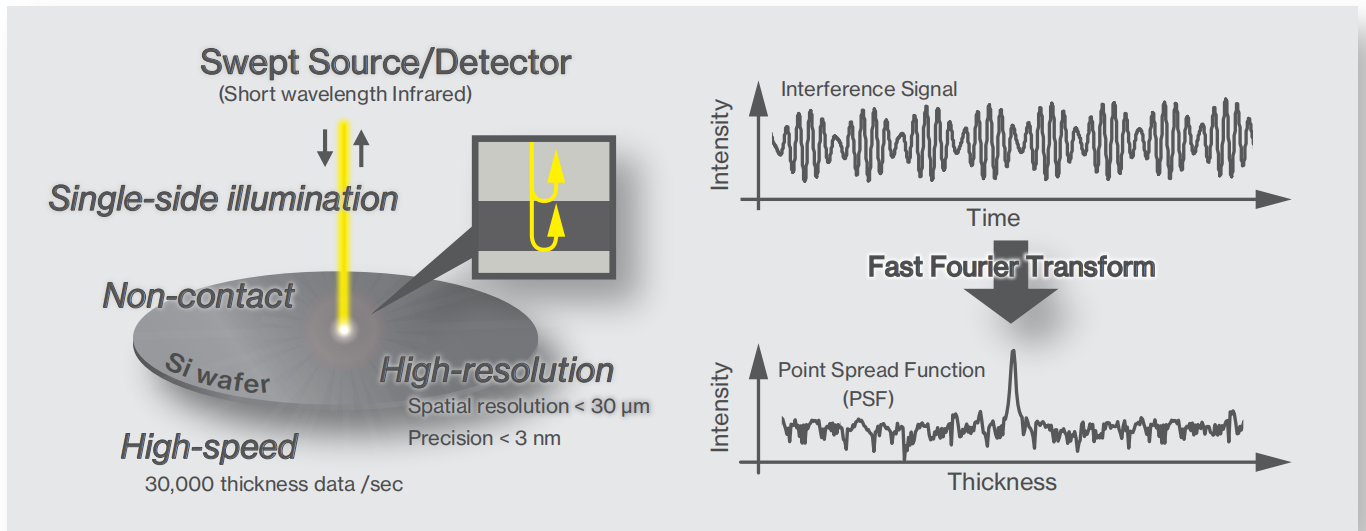
高通量晶圓測厚系統運用第三代掃頻OCT技術,精準攻克晶圓/晶片厚度TTV重復精度不穩定難題,重復精度達3nm以下。針對行業厚度測量結果不一致的痛點,經不同時段測量驗證,保障再現精度可靠。?
我們的數據和WAFERSIGHT2的數據測量對比,進一步驗證了真值的再現性:
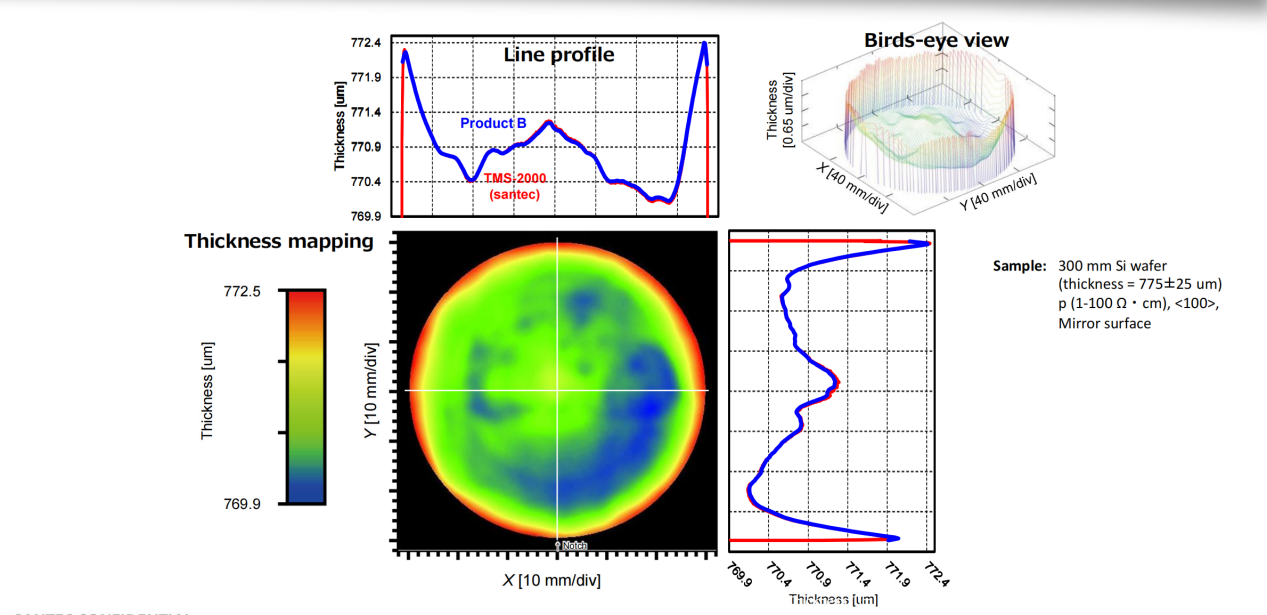
(以上為新啟航實測樣品數據結果)
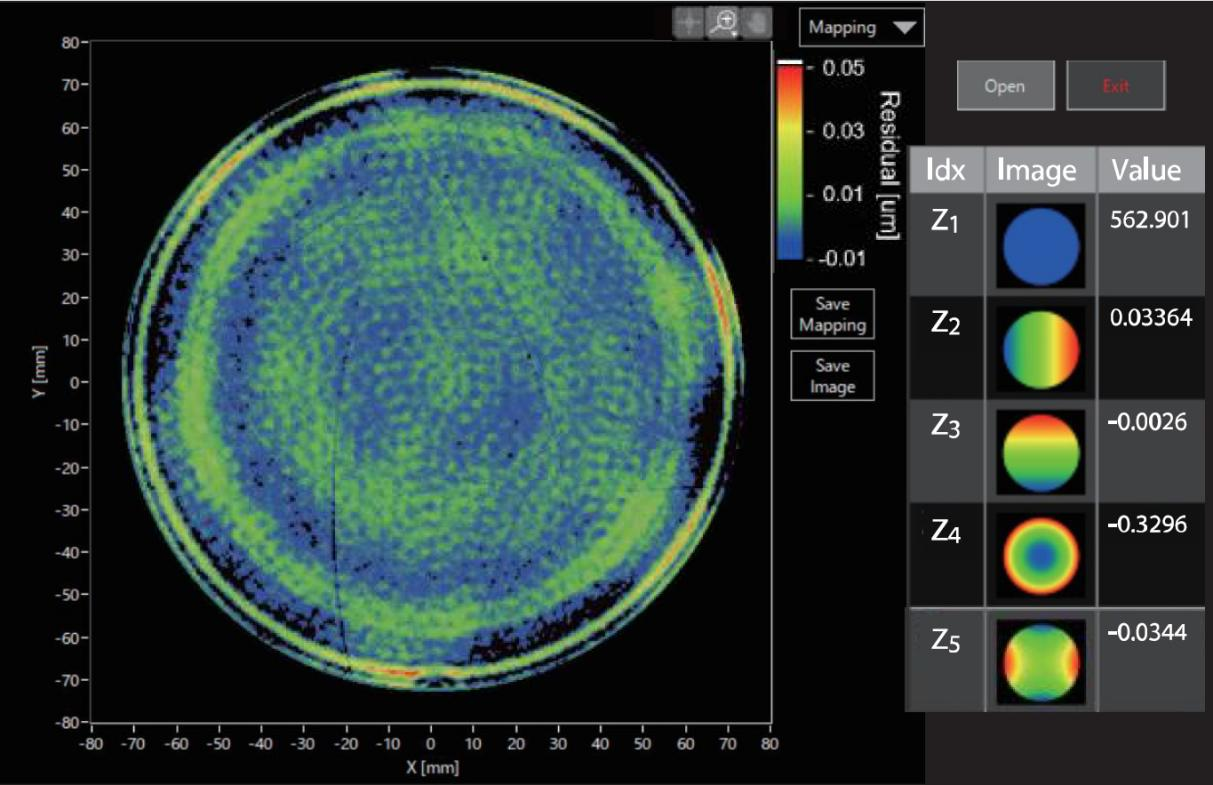
該系統基于第三代可調諧掃頻激光技術,相較傳統雙探頭對射掃描,可一次完成所有平面度及厚度參數測量。其創新掃描原理極大提升材料兼容性,從輕摻到重摻P型硅,到碳化硅、藍寶石、玻璃等多種晶圓材料均適用:?
對重摻型硅,可精準探測強吸收晶圓前后表面;?
點掃描第三代掃頻激光技術,有效抵御光譜串擾,勝任粗糙晶圓表面測量;?
通過偏振效應補償,增強低反射碳化硅、鈮酸鋰晶圓測量信噪比;
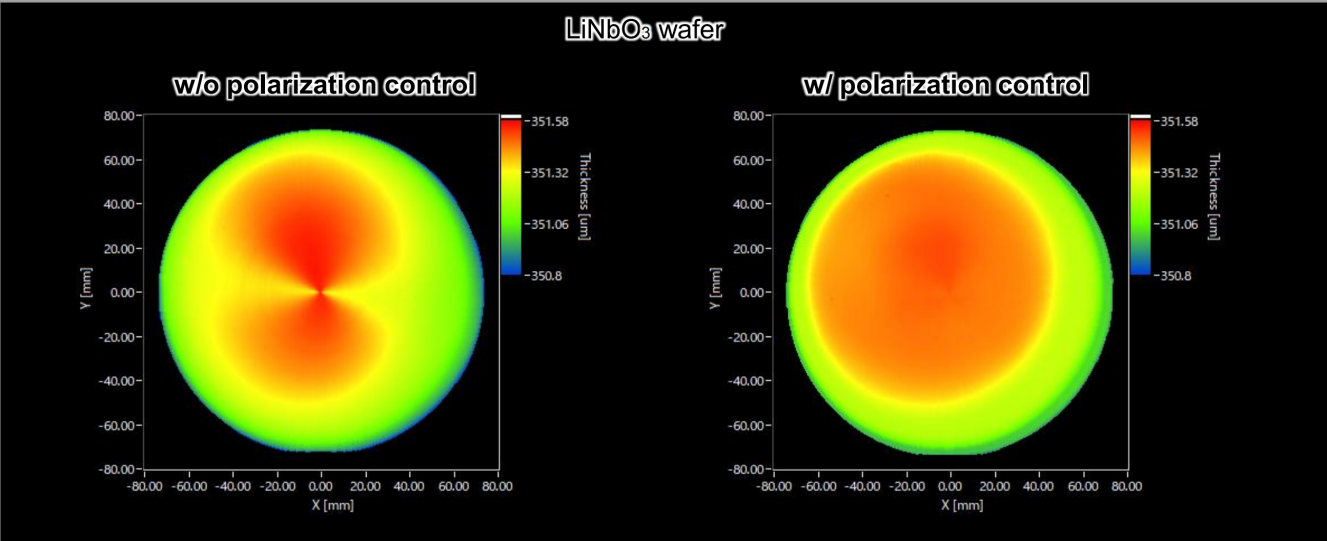
(以上為新啟航實測樣品數據結果)
支持絕緣體上硅和MEMS多層結構測量,覆蓋μm級到數百μm級厚度范圍,還可測量薄至4μm、精度達1nm的薄膜。
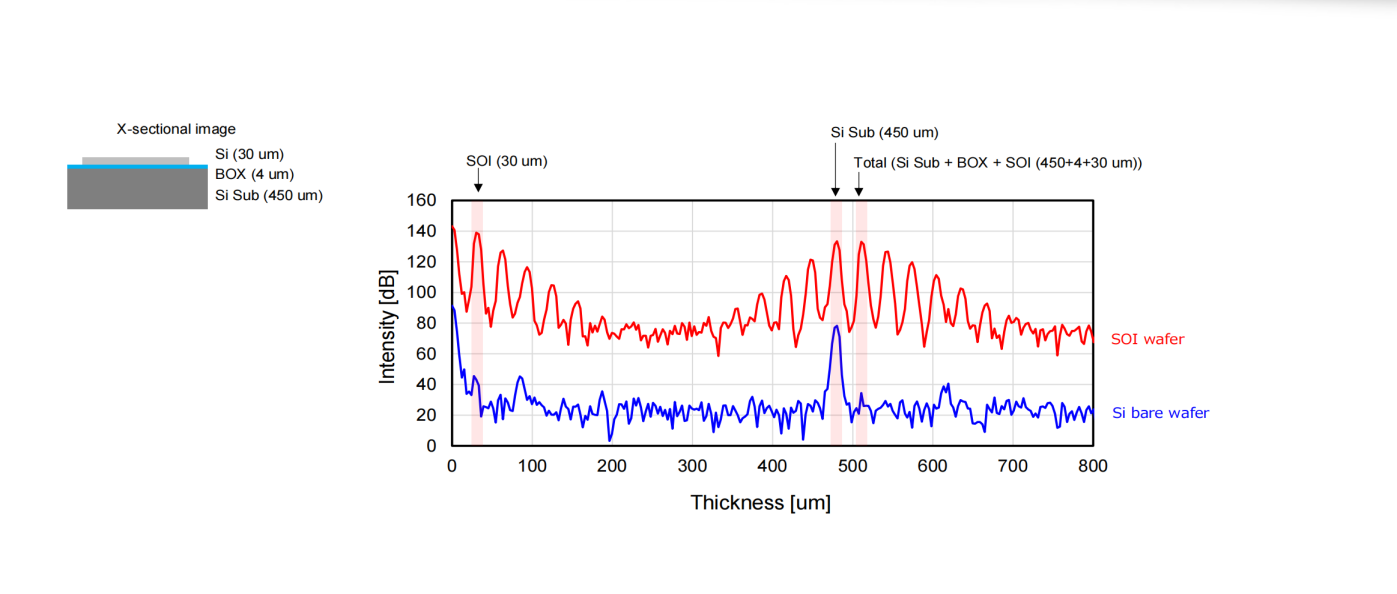
(以上為新啟航實測樣品數據結果)
此外,可調諧掃頻激光具備出色的“溫漂”處理能力,在極端環境中抗干擾性強,顯著提升重復測量穩定性。
(以上為新啟航實測樣品數據結果)
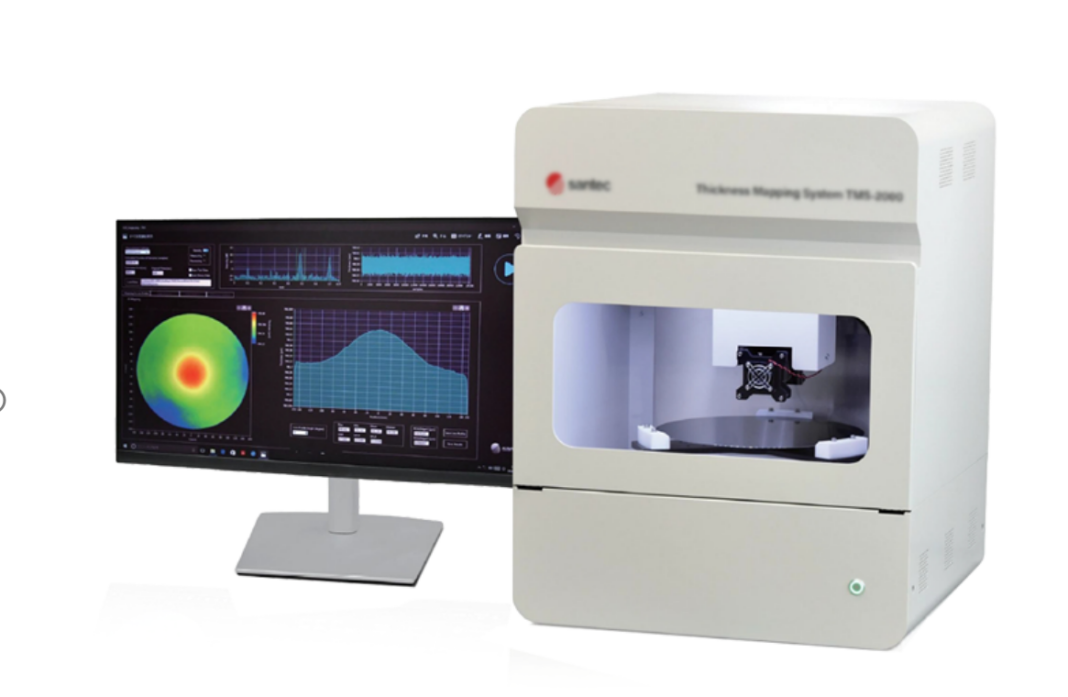
系統采用第三代高速掃頻可調諧激光器,擺脫傳統SLD光源對“主動式減震平臺”的依賴,憑借卓越抗干擾性實現小型化設計,還能與EFEM系統集成,滿足產線自動化測量需求。運動控制靈活,適配2-12英寸方片和圓片測量。
-
晶圓
+關注
關注
53文章
5154瀏覽量
129715 -
碳化硅
+關注
關注
25文章
3061瀏覽量
50415
發布評論請先 登錄
WD4000系列晶圓幾何量測系統:全面支持半導體制造工藝量測,保障晶圓制造工藝質量

wafer晶圓厚度(THK)翹曲度(Warp)彎曲度(Bow)等數據測量的設備
晶圓切割追求刀片與工藝的雙重優化



MICRO OLED 金屬陽極像素制作工藝對晶圓 TTV 厚度的影響機制及測量優化
晶圓邊緣 TTV 測量的意義和影響

自動對刀技術對碳化硅襯底切割起始位置精度的提升及厚度均勻性優化
基于多物理場耦合的晶圓切割振動控制與厚度均勻性提升
晶圓切割中振動 - 應力耦合效應對厚度均勻性的影響及抑制方法





 工商網監
工商網監
評論