 影響鉆孔的孔位精度與孔壁品質的主要因素
影響鉆孔的孔位精度與孔壁品質的主要因素
PCB板一般由幾層樹脂材料粘合在一起的,內部采用銅箔走線,有4、6、8層之分。其中鉆孔占印刷電路板成本的30~40%,量產常需專門設備和鉆頭。好的PCB鉆頭用品質好的硬質合金材料,具有高剛性,孔位精度高,孔壁品質好,壽命長等優良特性。
影響鉆孔的孔位精度與孔壁品質的因素有很多,本文將討論影響鉆孔的孔位精度與孔壁品質的主要因素,并提出相應的解決辦法,以供大家參考。
一、為什么孔內玻纖突出(Fiber Proturusion in Hole)?
1.可能原因:退刀速率過慢 。
對策:增快退刀速率。
2.可能原因:鉆頭過度損耗 。
對策:重新磨利鉆尖,限制每只鉆尖的擊數,例如上線定位1500擊。
3.可能原因:主軸轉速(RPM)不足 。
對策:調整進刀速率和轉速的關系到最佳的狀況,檢查轉速變異情況。
4.可能原因:進刀速率過快 。
對策:降低進刀速率(IPM)。
二、為什么孔壁粗糙(Rough hole walls)?
1.可能原因:進刀量變化過大 。
對策:維持固定的進刀量。
2.可能原因:進刀速率過快 。
對策:調整進刀速率與鉆針轉速關系至最佳狀況。
3.可能原因:蓋板材料選用不當 。
對策:更換蓋板材料。
4.可能原因:固定鉆頭所使用真空度不足 。
對策:檢查鉆孔機臺真空系統,檢查主軸轉速是否有變異。
5.可能原因:退刀速率異常 。
對策:調整退刀速率與鉆頭轉速的關系至最佳狀況。
6.可能原因:針尖的切削前緣出現破口或算壞 。
對策:上機前先檢查鉆針情況,改善鉆針持取習慣。
三、為什么孔形真圓度不足?
1.可能原因:主軸稍呈彎曲 。
對策:更換主軸中的軸承(Bearing)。
2.可能原因:鉆針尖點偏心或削刃面寬度不一 。
對策:上機前應放大40倍檢查鉆針。
四、為什么板疊上板面發現藕斷絲連的卷曲形殘屑?
1.可能原因:未使用蓋板 。
對策:加用蓋板。
2.可能原因:鉆孔參數不恰當 。
對策:減低進刀速率(IPM)或增加鉆針轉速(RPM)。
五、為什么鉆針容易斷裂?
1.可能原因:主軸的偏轉(Run-Out)過度 。
對策:設法將的主軸偏轉情況。
2.可能原因:鉆孔機操作不當 。
對策:
1)檢查壓力腳是否有阻塞(STIcking)。
2)根據鉆針尖端情況調整壓力腳的壓力。
3)檢查主軸轉速的變異。
4)鉆孔操作進行時間檢查主軸的穩定性。
3.可能原因:鉆針選用不當 。
對策:檢查鉆針幾何外型,檢驗鉆針缺陷,采用具有適當退屑槽長度的鉆頭。
4.可能原因:鉆針轉速不足,進刀速率太大。
對策:減低進刀速率(IPM)。
5.可能原因:疊板層數提高 。
對策:減少疊層板的層數(Stack Height)。
六、為什么空位不正不準出現歪環破環?
1.可能原因:鉆頭搖擺晃動 。
對策:
1)減少待鉆板的疊放的層數。
2)增加轉速(RPM),減低進刀速(IPM)。
3)重磨及檢驗所磨的角度與同心度。
4)注意鉆頭在夾筒上位置是否正確。
5)退屑槽長度不夠。
6)校正及改正鉆機的對準度及穩定度。
2.可能原因:蓋板不正確 。
對策:選擇正確蓋板,應選均勻平滑并具有散熱與鉆針定位功能者。
3.可能原因:基板中玻璃布的玻璃絲太粗 。
對策:改用叫細膩的玻璃布。
4.可能原因:鉆后板材變形使孔位偏移 。
對策:注意板材在鉆前鉆后的烘烤穩定。
5.可能原因:定位工具系統不良 。
對策:檢查工具孔的大小及位置。
6.可能原因:程序帶不正確或損毀 。
對策:檢查城市帶及讀帶機。
七、為什么孔徑有問題,尺寸不正確?
1.可能原因:用錯尺寸的鉆頭 。
對策:鉆頭在上機前要仔細檢查并追究鉆機的功能是否正確。
2.可能原因:鉆頭過度損傷 。
對策:換掉并定出鉆頭使用的對策。
3.可能原因:鉆頭重磨次數太多造成退屑槽長度不夠 。
對策:明訂鉆頭使用政策,并檢查重磨的品質。
4.可能原因:主軸損耗 。
對策:修理或換新 。
八、為什么膠渣(Smear)太多?
1.可能原因:進刀及轉速不對 。
對策:按材料性質來做鉆孔及微切片試驗以找出最好的情況。
2.可能原因:鉆頭在孔中停留時間太長 。
對策:
1)改變轉速計進刀速以減少孔中停留時間。
2)降低疊板的層數。
3)檢查鉆頭重磨的情況。
4)檢查轉速是否減低或不穩。
3.可能原因:板材尚徹底干固 。
對策:鉆孔前基板要烘烤。
4.可能原因:鉆頭的擊數使用太多 。
對策:減少鉆頭使用的擊數,增加重磨頻率。
5.可能原因:鉆頭重磨次數太多,以致退屑槽長度不夠 。
對策:限定重磨次數,超過則廢棄之。
6.可能原因:蓋板及墊板有問題 。
對策:改換正確的材料。
九、為什么孔壁有纖維突出?
1.可能原因:鉆頭退刀速太慢 。
對策:增加退刀速率。
2.可能原因:鉆頭受損 。
對策:重磨及限定鉆頭使用政策。
3.可能原因:鉆頭有問題 。
對策:按鉆頭條件的改變以及孔壁微切片檢驗的配合,找出合適的條件。
十、為什么內層銅箔出現釘頭?
1.可能原因:鉆頭退刀速太慢 。
對策:增加鉆頭退刀速度。
2.可能原因:切屑量(Chip Load亦即進刀量)不正確 。
對策:對不同材料做不同的切屑量的試驗,以找出最正確的排屑情況。
3.可能原因:鉆頭受損 。
對策:
1)重磨鉆頭并定出每支鉆頭應有的擊數。
2)更換鉆頭的設計。
4.可能原因:主軸(Spindle)轉動 。
對策:
1)做實驗找出最好的切屑量。
2)檢查主軸速度的變異。
十一、為什么孔口出現白圈?
1.可能原因:發生熱機應力 。
對策:
1)換掉或重磨鉆頭。
2)減少鉆頭留在孔中的時間。
2.可能原因:玻璃纖維組織太粗 。
對策:改換為玻璃較細的膠片。
十二、為什么孔壁出現毛頭(Burr即毛刺)?
1.可能原因:鉆頭不利 。
對策:
1)換掉或重磨鉆頭。
2)定出每支鉆頭的擊數。
3)重新評估各種品牌的耐用性。
2.可能原因:堆疊中板與板之間有異物 。
對策:改用板子上機操作的方式。
3.可能原因:切屑量不正確 。
對策:使用正確的切屑量。
4.可能原因:蓋板太薄,使上層鉆板發生毛頭 。
對策:改用較厚的蓋板。
5.可能原因:壓力腳不正確,造成朝上的孔口發生毛頭 。
對策:修理鉆機的主軸。
6.可能原因:墊板不正確,使朝下的孔口發生毛頭 。
對策:
1)使用平滑堅硬的墊板。
2)每次鉆完板疊后要換掉墊板或翻面。
十三、為什么孔形不圓?
1.可能原因:主軸性能有問題 。
對策:更換主軸的軸承(Bearing)。
2.可能原因:鉆針的尖點偏心或鉆刃(Lip)寬度不對 。
對策:檢查鉆頭或更換之。
十四、為什么疊板最上層孔口出現圓圈卷狀鉆屑附連?
1.可能原因:未使用蓋板 。
對策:板疊的最上層要加用鋁質蓋板。
2.可能原因:鉆孔條件不對
對策:降低進刀速率或轉速。
審核編輯 :李倩
-
pcb
+關注
關注
4354文章
23436瀏覽量
407095 -
鉆孔
+關注
關注
3文章
110瀏覽量
14450
原文標題:PCB機械鉆孔問題解決方法
文章出處:【微信號:深圳市宏宇輝科技有限公司,微信公眾號:深圳市宏宇輝科技有限公司】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
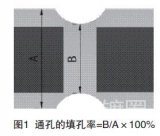
通孔電鍍填孔工藝研究與優化
簡單易懂!PCB中的通孔、盲孔和埋孔

陶瓷基板脈沖電鍍孔技術的特點

影響信道質量的主要因素分析
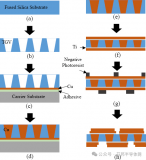
TGV技術中成孔和填孔工藝新進展
影響盲孔PCB打樣價格的四大因素:從材料到工藝全面解析
HDI盲埋孔工藝及制程能力你了解多少?
深孔鉆鉆頭特點、適用范圍及深孔加工注意事項

pcb盲孔和埋孔有什么區別
PCB盲孔加工控制成本的方法





 工商網監
工商網監
評論