 電子發燒友App
電子發燒友App


?
1前言
1.1裝配的概念
裝配是按規定的技術要求,將零件或部件進行配合和聯系,使之成為半成品或成品的工藝過程。整機裝配是生產過程中的最后一個階段,它包括裝配、調整、檢驗和試驗等工作,且產品的最終質量由裝配保證。
產品的質量是以產品的工作性能,使用效果和壽命等綜合指標來評定的。為保證產品的質量,對產品提出了若干項裝配要求,這些裝配要求應當在裝配過程中予以保證。所謂裝配精度,就是產品裝配后的實際幾何參數、工作性能等參數與理想幾何參數、工作性能等參數的符合程度,即主要指各個相關零件配合面之間的位置精度,包括配合面之間為間隙或過盈的相對位置,以及由于裝配中零件配合面形狀的改變而需計及的形狀精度和微觀幾何精度(如接觸面的大小和接觸點的分布)。
1.2問題的提出
在產品逐級裝配這一復雜的制造過程中,裝配工藝設計怎樣才能發揮其指導生產的作用呢?
傳統的生產方式是按設計目錄(物料名細表)來組織生產的。而且從現行的設計、工藝文件分析,所謂的物料名細表只能說明裝配所需的物、料,沒有表示物料需求的先后順序。所以對指導生產計劃沒有起到應有的作用,不能完全反映整個產品的裝配結構、層次、順序以及所需物料的數量。現今國際上的技術發達國家如美國、日本等已經提出了制造業中優化生產計劃的根本思想——按需求來組織生產,值得我們借鑒。這種需求不僅是用戶的最終需求,還包括制造過程中加工、裝配各工序間的需求。需求計劃一般以周為單位,甚至可落實到以天為單位。它改變了傳統的以庫存控制法來組織生產的方式,九十年代美國把這一系列思想方法總結為精益生產方式。
要按“需求”的方式組織生產,就必須弄清楚整個裝配過程中的“需求”是什么?即什么時間、需要什么物料,數量多少。這樣才能進一步推導出什么時間加工、什么時間制造毛坯等等。而裝配過程中的物料需求正是裝配工藝設計的主要內容之一。可見,一個復雜產品的裝配不但要有嚴格的工藝要求,而且與企業的生產組織、裝配工藝裝備、工人的技術水平等有關,否則不能保證裝配的質量和按期完成產品的裝配。從裝配周期分析,較復雜的產品裝配需要一個月到幾個月、一年甚至更多的時間才能完成,所以其裝配過程中的零部件等(物料)的需求也是陸續的,應按照裝配工藝的要求提供,否則不是停工待料,就是物料積壓。所以改善當前拖拉的生產現狀,應先從總裝配開始安排生產計劃,從下道工序向上道工序發出需求指令(看板管理的形式),形成“拉動”的生產方式。分析這一拉動過程,就是研究生產過程中的物料需求,這一需求正是首先由裝配工藝設計確定。可見改革現行的裝配工藝文件與設計的內容,成了改革計劃管理、使我所由粗放型發展到集約型的一個重要環節,也是使先進的工藝設計發揮作用,獲得應有效益的關鍵。
2 復雜系統的裝配工藝設計(以某雷達穩定平臺為例)
要想較好地完成一個產品的裝配工藝設計,首先應從熟悉產品的工作性能、組成及要求入手。
2.1 穩定平臺的用途及工作原理
穩定平臺是為艦用搜索雷達提供了一個可消除船搖影響的安裝基座。穩定平臺伺服系統是由一個典型的位置隨動系統,其輸入縱橫搖角速度信號以及橫搖的速度信號是由艦上平臺羅經供給的。利用該輸入信號去控制穩定平臺,使穩定平臺輸出一個與輸入信號幅值相等且方向相反的角速度信號,從而克服船搖的影響,并在規定的搖擺條件及相對風速條件下保證所需要的復現精度。
穩定平臺伺服系統由穩定平臺、伺服系統、方位變速控制箱等組成。它接收來自平臺羅徑的船搖信號,將船搖信號變換為直流功率放大信號,控制穩定平臺的伺服電機轉動,使穩定平臺的天線旋轉軸與海平面相垂直。
2.2 穩定平臺的組成和主要技術參數
2.2.1穩定平臺的組成
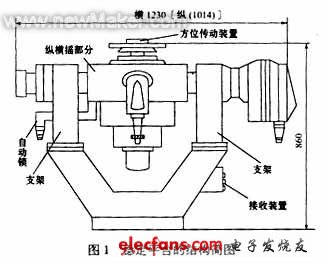
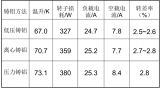
穩定平臺主要由底座部分、支架、縱橫搖框架部分、同步裝置、方位傳動裝置及驅動機構等上百個零部件組成。其中底座、支架、縱橫搖框架等為采用高強度鑄鋁合金70ss的鑄造件。整個雷達五個關鍵件中的三個:縱橫搖框架、方位旋轉關節及柔輪均位于其中,另兩個關鍵件——支架、天線反射器裝于穩定平臺的方位傳動裝置上。可見它的裝配質量直接影響到整部雷達的工作性能。其結構簡要示意圖如圖1所示。
?
2.2.2主要技術參數
(1)穩定平臺系統使用條件(搖擺條件):
橫搖縱搖
3%保證度幅值 ≤±20% ≤±10%
角速度 ≤9.6°/s ≤8°/s
角加速度 ≤12°/s2 ≤16.7°/s2
角加加速度 ≤15.2°/s3 ≤34.9°/s3
穩定平臺在橫搖小于±25°,縱搖小于±20°時,平臺不被破壞;
(2)相對風速
小于40m/s風速時,穩定平臺保精度工作;
小于55m/s風速時,不損壞穩定平臺;
(3)天線方位轉速
工作于兩種轉速:20r/min、40r/min,轉速誤差≤5%;
(4)穩定平臺重量小于400kg,其中天饋線系統重量為50kg;
(5)穩定平臺伺服系統在上述技術參數條件下,其復現精度縱橫搖分別測量,均小于0.5°(峰值);
(6)壽命為4000小時;
(7)連續工作時間為24小時;
(8)縱橫搖主軸軸心在空間的正交精度為0.02;
(9)縱橫搖的極限角度調整:縱搖±10°,橫搖±20°。
其它如傳動部分、齒輪齒隙的調整以及密封等另有要求。
要使穩定平臺達到裝配精度,不能只依賴于提高零件的加工精度,在一定程度上必須依賴于工藝技術的保證。
2.3 裝配作業過程的分析
通常裝配工藝由零件裝入、以各種方式連接、各級部件裝配、總裝配等等一系列工序和操作組成。
經加工合格的零件,必要時在投入裝配前需做好各種準備工作。在裝配過程中和裝配之后,要通過檢測和調整以保證零部件的尺寸、形狀和位置關系。為保證這一切在裝配過程中應分層次、分單元進行,尤其是穩定平臺這樣的復雜產品。另外,不但要有嚴格的工藝技術要求,還要有工藝順序要求。工藝的技術要求和裝配順序由裝配工藝過程卡提供。
2.3.1整機裝配關系
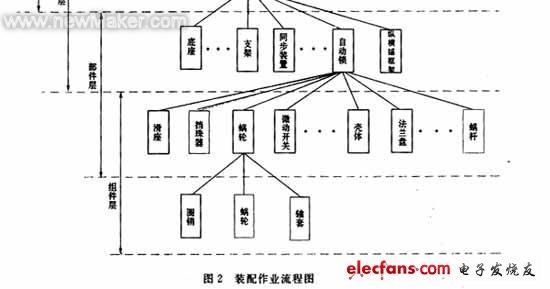
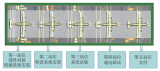
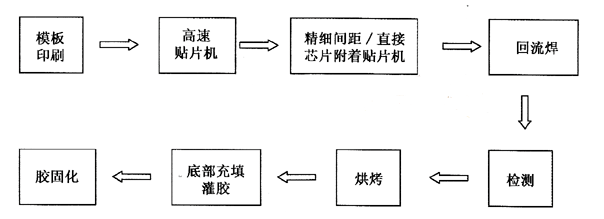
整機最多可以由四層裝配關系組成,最簡單的可能只有兩層組成。(1)每層可以由各種不同的單元零件所組成;(2)上層裝配單元由下層單元及零件組成;(3)產品的裝配過程,從最基本的裝配單元開始。裝配作業流程如圖2所示。
?
分析上圖可知,最先投產的有:(1)生產周期較長的鑄造件:如底座、支架、縱橫搖框架等;(2)外協件:如齒輪等;(3)最下層(組件層)的單元件:如圖中所示的圓銷、蝸輪、軸套等;(4)外購件:目前國內市場不多見、購買周期長的元器件等。
我們應有理有序地組織生產和裝配,避免由于缺乏某個零部件影響組裝而導致生產周期被拖延的現象發生。
2.3.2裝配工藝配合法的確定
裝配的工藝配合法和工作組織形式是根據產品的結構、零件大小、制造精度、生產規模等因素來選擇的。工藝配合法與尺寸鏈的解算密切相關。選擇工藝配合法,需找出裝配的全部尺寸鏈,結合設計要求和制造的經濟性,經過合理的技術計算,把封閉環的公差值分配給各組成環,確定各環的公差和極限尺寸。裝配的最終精度,從有關尺寸鏈的解算而獲得。
工藝配合法分為四種:(1)互換裝配法;(2)選配法;(3)修配法;(4)調整法。
2.3.2.1互換裝配法
互換裝配法是在裝配時各配合零件不經修理、選擇或調整即可達到裝配精度的方法。其實質就是用控制零件的加工誤差的方法來保證裝配精度。
軍工所目前多為單件小批量生產方式,因而裝配中為保證質量大多數選用互換裝配法。穩定平臺中關鍵件縱橫搖的空間正交精度0.02mm,同軸度為0.03mm和0.04mm,就是靠加工予以保證的。重要件方位旋轉關節(轉動部分波導管和固定部分波導管)中的主要精度尺寸,是經兩部分波導裝配后,通過精心換算工藝尺寸鏈,靠加工予以保證的。其中尺寸鏈的解算略。
2.3.2.2選配法(適用于大批量生產方式)
選配法是將尺寸鏈中組成環的公差放大到經濟可行的程度,然后選擇合適的零件進行裝配,以保證規定的精度。它按形式不同可分為三類:直接選配法、分組選配法和復合選配法,如屏蔽罩等。
2.3.2.3修配法
修配法是在裝配時,根據實際測量的結果,改變尺寸鏈中某預定的修配件(修配環)的尺寸,使封閉環達到規定的裝配精度的方法。如波導管與法蘭盤、軸與軸承等的配合均采用此法。
2.3.2.4調整法
調整法是將尺寸鏈中組成環在按經濟加工的加工精度確定公差時,選擇其中一個或幾個適當尺寸的調節件(調節環)進行調整,來保證規定的裝配精度要求。這種調整件可起到補償裝配累積誤差的作用,故亦稱補償件。如偏心軸承套、軸承端蓋、鎖緊螺母等。
2.4 裝配作業順序分析
2.4.1作業的程序分析
為了有效地完成裝配,必須做到:
(1)裝配結構及裝配要求將產品進行逐層分解,使產品逐層分解為能夠獨立進行裝配的構件,直到不能分解為止;
(2)研究確定同一層各零部件的裝配順序;
(3)研究確定各個單元內部各構件的裝配順序。
2.4.2裝配順序的工藝性原則
(1)串聯尺寸鏈:以簡單、方便為原則安排裝配順序;
(2)并聯尺寸鏈:先安裝精度高的尺寸鏈,精度相同時,先裝對多數尺寸鏈是公共的尺寸鏈組成環所在的那個尺寸鏈;
(3)每個尺寸鏈裝配順序:應先從基本尺寸鏈開始,先公共、后一般,先下后上,先內后外,先難后易,先重后輕,先精后一般的原則。
2.4.3裝配順序的經濟性原則:
(1)裝配層次,先低層后高層進行裝配;
(2)裝配層多的先裝;
(3)裝配復雜、精度高、時間長的最先裝。
根據以上的分析和裝配順序的兩個原則,將穩定平臺分解為底座、支架、同步裝置、縱橫搖框架、自動鎖、水準儀、驅動機構以及接線裝置等零部件,而其中部件部分,如自動鎖又可分解為滑座、擋珠器、殼體、微動開關、蝸輪、法蘭盤等幾十個零部件;組件部分如蝸輪,又可以分解為圓銷、軸套和蝸輪三個零件。因此裝配時,應先從最低層裝起,即先裝配蝸輪,再按順序裝配自動鎖,再裝配穩定平臺。穩定平臺的裝配又是從底座部分裝起,按順序裝配支架部分、縱橫搖框架部分、同步裝置部分,然后組裝其它部分:自動鎖、接線裝置等。
2.5 裝配工藝的設計方案
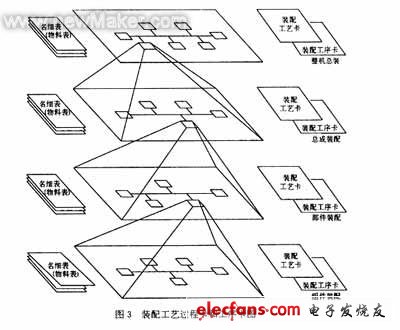
根據以上的要求分析,裝配工藝技術文件由裝配系統圖、裝配名細表、裝配工藝過程卡和工序卡組成,見圖3。
?
2.5.1裝配系統圖
裝配系統圖是用來表示系統內各獨立部分之間的關系的圖表。用系統圖的方式來描述裝配作業對象的作業順序、組成及裝配方法,對組織生產、指導生產很有幫助,但裝配作業構件的形狀尺寸等非常復雜。為了能表示出它們的裝配關系與裝配順序,以方框圖的形式來表示,它既反映了裝配單元的劃分,又直觀地表示了裝配工藝過程。它為擬訂裝配工藝過程、指導裝配工作、組織計劃以及控制裝配進度均提供了方便,并且還可以將復雜的裝配設計簡化,為日后的計算機輔助制造系統(CAPP)的應用打下了良好的基礎。基本形式如圖4所示。

?
2.5.1.1基礎框圖形及內容(見圖5)

?
裝配關系按標準可分為螺紋連接、過盈連接、鍵連接等。
(1)螺紋連接:在機械結構中廣泛采用螺紋連接。螺紋連接的質量除受加工精度的影響之外,還與裝配技術有很大的關系。如擰緊螺母的次序不對,施力不均勻,將使部件變形而降低了裝配精度。對于運動部件上的螺紋連接,若緊固力不足,會使連接件的壽命大大縮短,甚至造成事故。因此對于重要的螺紋連接,必須規定預緊力的大小,對于中小型螺栓常用定扭矩法(用定扭矩扳手)或扭角法控制預緊力。穩定平臺主要技術參數中,有兩項平臺不損壞的要求,除了高強度鑄鋁合金件等本身的強度外,螺紋連接的預緊力顯得非常突出。
(2)過盈連接:如軸、孔的配合等。方法有:壓入法(軸向)、熱脹或冷縮法(徑向)。
(3)其他連接:如鉚接、焊接、粘接等。鉚接方法有擴鉚、脹鉚、用專用鉚接工具鉚等。焊接、粘接等各有要求和具體操作方法。
2.5.1.2輔助框圖形及內容(見圖6)
?
2.5.1.3 用直線表示基礎框之間、基礎框與輔助框之間的聯系
直線左端框為裝配基準件右端框為裝配目標件。從左到右排列的基礎框、輔助框為參與裝配的構件及裝配作業中使用的標準件和裝配順序,如圖7所示。

?
2.5.2裝配工藝過程卡
在裝配系統圖的基礎上,劃分裝配工序、規定工序計劃(包括調整和檢驗工序),并按我所規定的格式編制工藝過程卡。穩定平臺的裝配內容主要如下(其它按順序裝配,具體內容略)。
2.5.2.1裝配前的準備工作
(1)裝配前進行零件的清洗,獲得所需的清潔度。首先按圖紙齊套零件后,領取汽油3kg/臺~5kg/臺,潤滑脂“201”、密封膠“601”、萬能膠“801”、硅橡膠“414”等。清洗各部件,將齒輪、軸承等零件清洗后,檢查軸承是否有卡滯現象,清洗好上潤滑油待用,用萬能膠將密封墊粘貼到相應的零件上。
(2)為達到工藝上的裝配精度要求,對有關零件進行刮削。因為刮削可以提高工件的尺寸精度和形位精度,降低表面粗糙度和提高接觸剛度等。可用涂色法檢驗,也可用相配的零件檢驗。經測量的零件,大孔要修配,小孔要用絲錐過孔,不該涂漆的需修刮。另外,方位傳動機構經裝配調整后,各部件及零件作好拆裝標記,以便在平臺縱橫裝配時拆裝裝配用。
(3)對裝配工作臺面用框式水平儀、平尺對臺面的平度、直線度等進行校正校平。
(4)某些部件(傳動部分)應按圖紙要求在裝配前進行必要的運轉試驗,試驗合格后,再投入裝配。
2.5.2.2穩定平臺裝配中的一些具體要求
(1)大多數零部件的裝配采用的是互換裝配法。基準件為底座,底座底面和裝支架的上平面需經刮研,確保平面度和平行度要求,檢測可用水平儀、平尺進行。
(2)旋轉零件,如齒輪和嚙合間隙等,裝配時采用調整或修配法,齒輪副側隙能否符合規定,在剔除齒輪加工因素以外,與中心距偏差密切相關。由于側隙還會同時影響齒輪的接觸精度,因此要求與接觸精度結合起來調整(中心距)。具體有三種方法:(a)修刮軸承套或軸瓦;(b)利用本身的調整進行調整。如雙片齒輪、偏心的軸承套等;(c)用表(百分表)打各個部位的徑跳和端跳,以及軸向的竄動,并進行調整。
(3)過盈連接件:如軸承、鍵、銷釘等采用壓入法,能用壓力機的均使用壓力機,決不能用榔頭直接敲擊軸承邊緣。軸承的軸向游隙,用墊圈或鎖緊螺母進行調整。
(4)根據測量誤差,對照裝配精度要求以調整法和修配法消除其偏差,然后復校裝配精度,直達產品所規定的各項技術要求,最后固定、打銷。
(5)所有蓋板在全部機構調整合格后,最后進行緊固、密封,電裝在機裝調整合格后進行。
(6)裝配工人技術水平,要求象穩定平臺這樣復雜的裝配,需高級工以上的技術等級,以確保產品的裝配質量。有些裝配需多人配合,具體見工藝卡。
(7)環境條件的要求:工作場地(裝配間)應有防塵、防振措施。對就位精度要求高的縱橫搖框架部分,需具有超慢速裝置的吊裝設備。
(8)各部件在總裝之間和總裝之后,均應經過嚴格檢驗和必要的試驗,各工序件間實行三檢,嚴格工藝紀律。
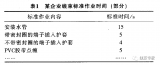
2.5.3裝配名細表(物料表)
表1由結構設計提供。為適應集約管理的要求,建議用分層次的零件名細表和匯總表來代替,既表示需要量,也表示需求的先后。
我所現在的產品生產名細表如表1所示。
?
應加入需完成的時間,實際完成時間以及分層情況,以便在組織生產中能與裝配工藝結合,使之切實有效地指導生產。
另外為了估算裝配周期,安排工作計劃,對各個裝配工作需要確定工時定額,工時定額一般都是根據實際經驗和統計資料估計的。通常工時定額劃歸計劃處管理,但這一項工作確是裝配工藝設計中相當重要的一部分。什么時間完成、什么時間需要什么物料,均以此為依據,管理工作也應切實抓緊。
3結論
縱觀整個裝配工藝過程,從熟悉產品的用途、性能、要求入手,到裝配系統圖的設計,然后根據裝配系統圖描述各裝配單元的組成和相互之間的關系,確定裝配方法、劃分裝配工序、規定工序計劃、設計工藝過程文件、計算勞動量(工時定額),從而進行生產指導,使設計人員的目的要求最終以裝配工藝技術來保證。整個過程不突出重點,而是從小處著手,消除積累誤差,一切為了保證裝配精度,一切為了保證產品質量,突出整體裝配工藝技術的重點及其重要性。在產品逐級裝配這一復雜的過程中,要把質量第一的思想貫徹始終。
另外裝配工藝設計其指導生產的作用主要體現于:
(1)組織計劃生產方面應分層次、有目的、有計劃地從總裝配向前發出需求指令,避免盲目投產,做到有理、有序地組織生產;
(2)指導操作者具體進行操作,即采用什么方法、什么設備、按什么順序裝配,盡量采用先進的設備和工藝方法;
(3)為檢驗人員標出應控制的內容及檢測工量具等,確保產品的質量穩定。













 工商網監
工商網監
評論